Product Description
- Brand New and High Quality
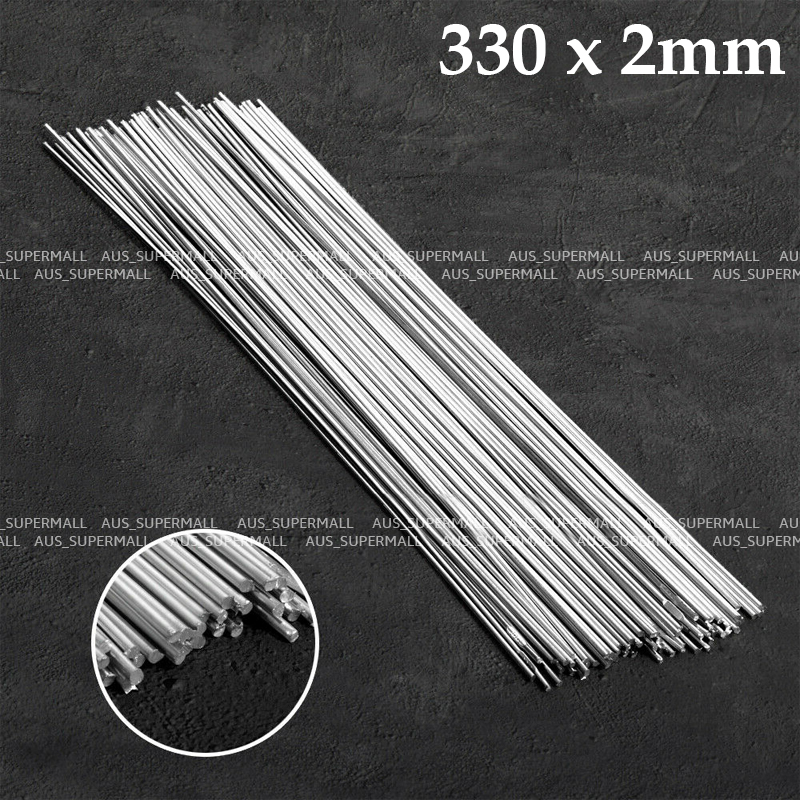
- Material: Aluminum
- Melting Point: <896℉(480℃)
- Diameter: 2mm
- Length: 330mm
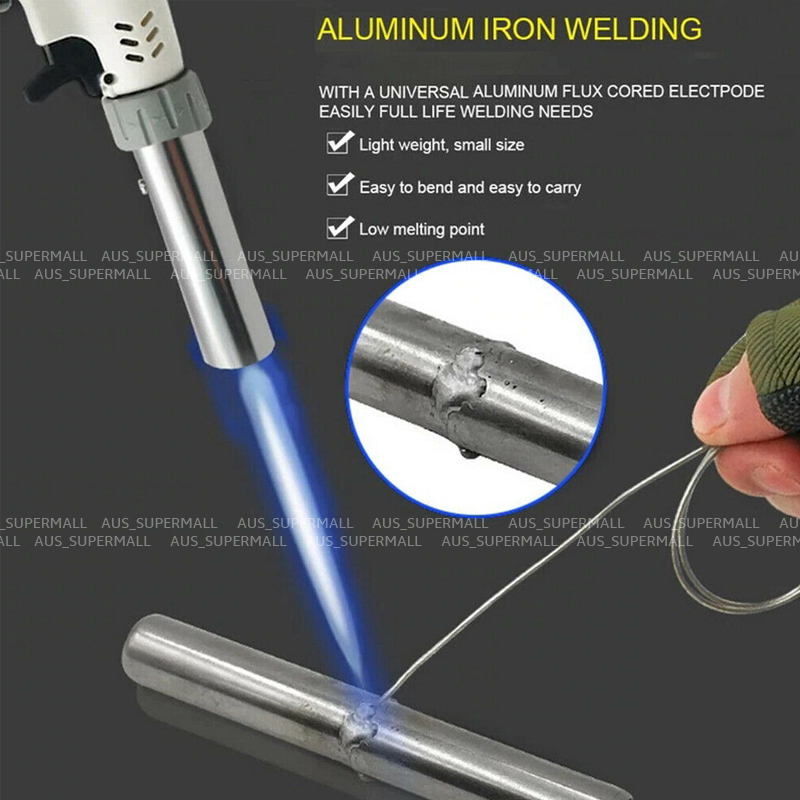
- Great Welding Effect - With full & smooth welding effect because of internal powder. With low melting point (about 480℃), great weldability and corrosion resistance, high thermal conductivity, high electric conductivity and excellent processing performance.
- Do not Need Solder Powder - You don't have to use other flux powder with aluminum alloy as the welding core and coating as the salt base. Very convenient and easy to weld.
- Widely Use In Life - Suitable for welding or surfacing welding alloy with high strength, good forgeability & good corrosion resistance.
How To Use
Fast Shipping From Melbourne!
1. Clean and polishe the physical surface.
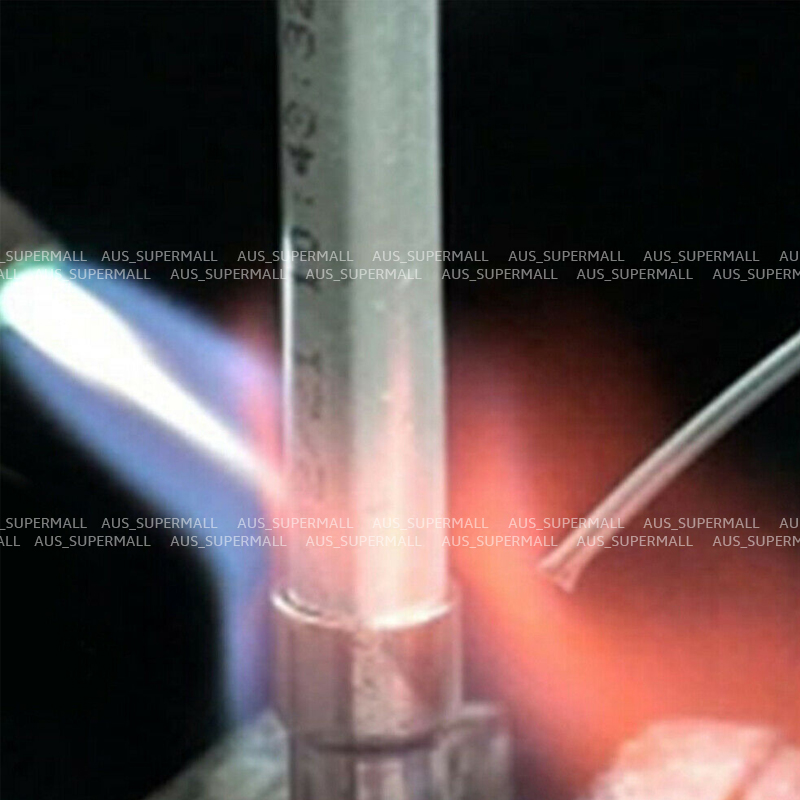
2. Heat the surface of the base material, until the temperature of the wire up to the operating temperature of 380℃~400℃, so you can rely on the parent metal heat transfer welding wire to form welds. Do not use the flame to burn wire. When the surface temperature of the base metal is sufficient, the wire can flow well and penetrate the metal capillary.
3. When repairing thin aluminium, as long as the aluminium base metal is heated to the appropriate working temperature, use the wire back and forth friction melting to form a weld, only with a metal brush melt welding wire to weld at the weld.
4. Use propane gas to weld small object, use industrial gas or induction heating device to heat and weld big object, natural slow cooling after welding.
NOTE:
1. Scrub the base with a stainless steel brush until it is shiny, thoroughly cleaning the area to be soldered. The area to be soldered is then uniformly heated. When heating, rub the rod vigorously over the heating area until the rod begins to flow.
2. Don't use the fire to burn welding rod directly as it may break. ( If you try to melt the welding rod directly, the weld will easily break. )
3. Keep in mind that directly melting the welding rod is the wrong method and will create welds.
4. The base metal temperature should reach 400℃, including the process of welding the base metal, the temperature should be maintained at 400℃, and the temperature should be kept above 400℃.
2. Heat the surface of the base material, until the temperature of the wire up to the operating temperature of 380℃~400℃, so you can rely on the parent metal heat transfer welding wire to form welds. Do not use the flame to burn wire. When the surface temperature of the base metal is sufficient, the wire can flow well and penetrate the metal capillary.
3. When repairing thin aluminium, as long as the aluminium base metal is heated to the appropriate working temperature, use the wire back and forth friction melting to form a weld, only with a metal brush melt welding wire to weld at the weld.
4. Use propane gas to weld small object, use industrial gas or induction heating device to heat and weld big object, natural slow cooling after welding.
NOTE:
1. Scrub the base with a stainless steel brush until it is shiny, thoroughly cleaning the area to be soldered. The area to be soldered is then uniformly heated. When heating, rub the rod vigorously over the heating area until the rod begins to flow.
2. Don't use the fire to burn welding rod directly as it may break. ( If you try to melt the welding rod directly, the weld will easily break. )
3. Keep in mind that directly melting the welding rod is the wrong method and will create welds.
4. The base metal temperature should reach 400℃, including the process of welding the base metal, the temperature should be maintained at 400℃, and the temperature should be kept above 400℃.
Package Content
-10/ 20/ 50pcs Aluminium flux-cored wire (Quantity and size as your choice)