



ALU Schweißgerät - 225 A - 230 V - Puls - digital - 2/4 Takt

Produktdetails:
- WIG AC-DC / MMA
- 225 A / 230 V
- Digitale Menüführung
- Puls, 2T/4T
- Fußpedalanschluss
Kurzinformationen:
- Memory Funktion für wiederkehrende Aufgaben
- ideal für Aluminium durch WIG AC und Pulsfunktion
- moderner IGBT-Inverter mit 2T/4T-Funktion und HF-Zündung
- übersichtliches Bedienfeld, auch für Schweißerhandschuhe geeignet
- E-Hand-Schweißen mit Hot Start


ALU Schweißgerät - 225 A - 230 V - Puls - digital - 2/4 Takt
Das ALU Schweißgerät Ampero 225 der Marke Welbach lässt Sie flexibel verschiedene Schweißanforderungen bewältigen. Mit einem Schweißstrom von 10 bis 225 Ampere kann entweder die WIG- oder E-Hand-Schweißmethode eingesetzt werden, je nachdem, welches Metall und unter welchen Bedingungen geschweißt werden soll. Selbst für dünne Bleche ist das Schweißgerät hervorragend geeignet.
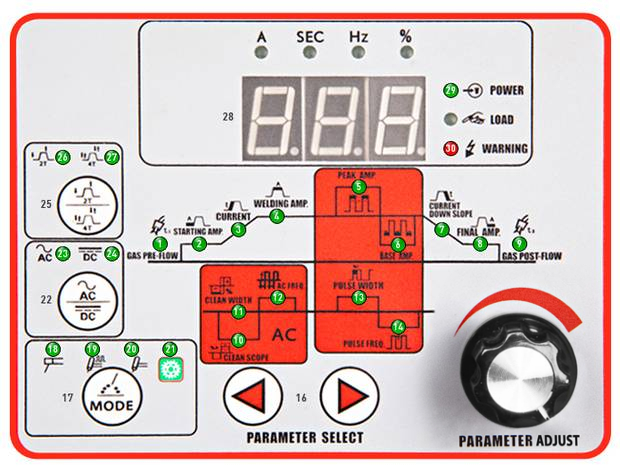
- GAS PRE-FLOW = Gaszufuhr
- STARTING AMP. = Anfangsstrom
- CURRENT = Stromanstieg
- WELDING AMP. = Schweisstrom
- 5. PEAK AMP. = Spitzenstrom
- BASE AMP = Basisstrom
- CURRENT DOWN SLOPE = Stromabstieg
- FINAL AMP. = Endstrom
- GAS POST-FLOW = Gasnachlauf
- CLEAN SCOPE = AC Strombalance Parameter
- CLEAN WIDTH = Reine Breite
- AC FREQ = Wechselstromfrequenz
- PULSE WIDTH = Pulsbreite
- PULSE FREQ = Pulsfrequenz
- PARAMETER ADJUST = Parametereinstellknopf
- PARAMETER SELECT = Parameterwahl
- MODE = Betriebsartenwähler
- MMA = MMA-Schweißen.
- TIG = TIG Schweißen.
- PULSE TIG = TIG Schweißen mit Pulsfunktion.
- AUTO = automatischer Schweißvorgang
- "AC/DC"-Schalter = aktuellen Zustand
- AC MODUS = Schweißen von Aluminium und Nichteisenmetallen (Messing, Bronze)
- DC MODUS = Schweißen von Edelstahl, legierten Stahl (VA) und unlegierten Stahl
- 4T/2T = Wahltaste
- 2T = Modus (ohne Selbstblockade)
- 4T = Modus (mit Selbstblockade)
- LED Display = aktuelle Amperestärke
- POWERANZEIGE = in Betrieb
- ANNOMALIE-LAMPE = Fehler
- WIG-Schweißgerät AMPERO 225
- WIG-Brenner mit Netzkabel: 4 m
- Erdungskabel mit Klemmschelle: 4 m
- Elektrodenhalter mit Kabel: 4 m
- 4 Keramikdüsen
- Brennerkappe
- 4 Spannhülsen
- Bedienungsanleitung
- Das Fußpedal kann bei uns optional bestellt werden.
Über Stamos Welding Group

Die Stamos Welding Group bietet Ihnen eine Vielzahl an verschiedenen, modernen Schweißgeräten zu äußerst günstigen Preisen. Ob Plasmaschneider, Kombigeräte, MIG MAG, WIG oder E-Hand Schweißgeräte – die Produkte der Stamos Welding Group sind für den täglichen Einsatz konzipiert und werden sowohl professionellen als auch privaten Ansprüchen gerecht. Die Stamos Welding Group legt viel Wert auf die Weiterentwicklung und Verbesserung unserer Produktpalette, weshalb der Qualitätsstandard der Waren enorm hoch ist.