Beratung kostet Zeit und Geld. Dennoch wollen wir hier nicht einfach nur verkaufen, sondern wie in einem guten Fachgeschäft auch eine fundierte Beratung anbieten - wenn Sie dies wünschen. Klicken Sie dazu auf eine der folgenden Fragen und Sie finden viele hoffentlich interessante Antworten und Hilfestellungen.
Holz: Für die Bearbeitung von Holz gibt es sogenannte "Holzfräser", die i.d.R. nur eine Hartmetallschneide aufweisen (siehe Bild unten links). Oft sind solche Fräser nicht besonders scharf geschliffen und auch von der Rundlaufgenauigkeit darf man i.a. nicht zu viel erwarten. Man kann Holz aber sehr gut mit Fräsern aus dem Metallbereich fräsen. Wenn wir präzise Fräsungen in Holz wie Fichte/Tanne o.ä. vornehmen, verwenden wir qualitativ hochwertige Fräser aus M40 aus dem Metallbereich oder auch Voll-Hartmetallfräser (VHM; siehe Bild unten rechts). Für die Bearbeitung von Harthölzern/Tropenhölzern und auch für MDF-/HDF-Platten sind dann eher Hartmetall bestückte Holz-Fräser und vor allem VHM-Fräser zu empfehlen; letztere vor allem bei höheren Anforderungen an die Präzision. Diese VHM-Fräser sollten dann aber keine Fräser aus dem Stahlbereich sein, sondern spezielle, scharf(!) geschliffene VHM-Fräser für weichere Materialien (Alu, Holz, Kunststoffe mit GFK etc.). Aufgrund des relativ weichen Materials "Holz" ist es selbst bei nicht sehr stabilen Maschinenverhältnissen kein Problem, Voll-Hartmetallfräser einzusetzen: sie brechen nicht (anders: Hartmetallfräser in der Stahlbearbeitung; s.u.).
 |  |
| Holzfräser mit Hartmetallschneiden | Scharfer VHM-Fräser aus dem Holz-/Kunststoffbereich |
Beton/Stein: Es kommt nicht so häufig vor, dass Steinwerkstoffe "gefräst" werden; i.d.R. wird geschliffen, gebohrt oder gesägt. In Einzelfällen kann man aber auch vom Fräsen sprechen, z.B. beim Gravieren in Stein, auch wenn hierbei kein Span entstehen kann. Der Werkstoff Stein oder Beton ist praktisch Gift für jeden scharfen Fräser, da Stein bzw. Beton einen hohen Abrieb bewirkt und so scharfe Kanten schnell brechen oder stumpf werden würden. Stein oder Beton ist nicht nur abrasiv, wirkt also schleifend, sondern zudem hart, was ganz spezielle Fräser nötig macht. Steinfräser haben deshalb eine Schneidplatte aus Hartmetall an der Fräserspitze bzw. am Umlauf eingelötet, die die ganze Arbeit tun muss. Der restliche Fräserkörper dient nur zum Abtransport des anfallenden Steinmehls. Die erwähnte Hartmetallplatte ist nicht besonders scharf, weil sie eh sehr schnell stumpf werden würde, kann also gar nicht wie bei einem Holz- oder Metallfräser ins Material "schneiden". Stattdessen arbeiten sich diese Fräser praktisch nur durch Abkratzen von Material beim Umlaufen der Kante voran. Tipp: Fräsen Sie nie mit einem Holz- oder Metallfräser in Stein: Er würde nicht nur sofort stumpft werden, Sie riskieren auch eine Blockade des Fräsers.

Betonfräser
Kunststoffe: Die meisten Kunststoffe lassen sich gut mit Metallfräsern bearbeiten, die eigentlich für Aluminium gedacht sind (siehe unten). Wenn Kunststoffe mit Glasfasern armiert sind, sind v.a. im industriellen Bereich auch spezielle, scharf geschliffene Hartmetallfräser (VHM) sinnvoll einzusetzen. Anders als bei der Metallbearbeitung ist armierter Kunststoff auch ohne Bruchgefahr für den Hartmetallfräser mit leichteren Maschinen bearbeitbar. Übliche Hartmetall-bestückte Fräser aus dem Holzbereich sind i.a. zu stumpf, um sie sinnvoll für Kunststoffe einsetzen zu können.
Metall: Aufgrund der großen Vielfalt von Metallen (von Alu bis Edelstahl) gibt es auch bei den entsprechenden Fräsern erhebliche Unterschiede - und das nicht nur im Werkstoff des Fräsers (Normalstahl bis Hartmetall), sondern auch in der Anzahl der Schneiden, dem Drallwinkel (= Steigung der Fräserspirale, z.B. 10° ... 45°), dem Herstellungsverfahren (Kanten geschliffen, voll geschliffen), als Schrupp- oder Endfräser und einer möglichen Beschichtung (unbeschichtet, TiAlN etc.). Metallfräser behandeln wir ausführlicher in den weiteren Themen (Beschichtung, Fräs-Typ, Material, Drallwinkel und Schneidenzahl) ...
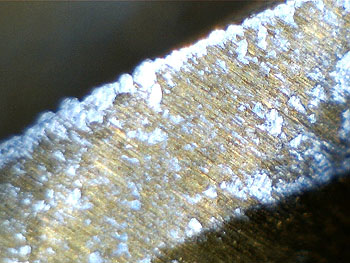
Typische Alu-Anhaftungen an Schneide und Umfang
bei einem TiN beschichtetem Bohrer
Beschichtungen haben, selbst wenn sie echt und genügend dick aufgebracht wurden, drei weitere Nachteile: 1.) Sie nehmen dem Fräser die Schärfe, weil die Beschichtung immer erst nach dem Schleifen aufgebracht werden kann und sich dann um die Schneidkanten setzt und sie damit abrundet. 2.) Ein weiterer Nachteil besteht darin, dass sich dünne Beschichtungen relativ schnell an den schneidenden Bereichen abtragen, also gerade an den beanspruchten Stellen. Unter dem Mikroskop ist so etwas leicht zu erkennen, ohne Hilfsmittel aber nicht zu sehen. 3.) Spätestens mit dem Nachschliff ist auch jede dicke Beschichtung nur noch Makulatur.
Sind Beschichtungen also grundsätzlich unsinnig ? Nein ! Beschichtungen, wenn sie denn echt und richtig aufgebracht sind, können beim Fräsen von manchen harten Metallsorten durchaus hilfreich sein. Da die dünnen Beschichtungen wesentlich billiger sind, als den ganzen Fräser in einem härteren Material zu fertigen, könnten beschichtete Fräser also Kosten sparen. Allerdings trauen wir bei den Beschichtungen nur noch den namhaften Firmen wie Gühring, Fette oder Kennametal., also den großen Markenherstellern, wirklich effektive Beschichtungen zu. Nur - da zahlen Sie halt schon für den Namen entsprechend mehr. Teilweise werden heute schon Beschichtungen angeboten, die keinerlei härtenden Effekt haben, also nur aus optischen Gründen aufgebracht wurden, um den unerfahrenen Kunden zu locken. Überlegen Sie also gut, ob Sie tatsächlich beschichtete Fräser einsetzen wollen. Wir, die Pentagon GmbH, setzen in unserem Industriebetrieb seit Jahren grundsätzlich keine TiN beschichteten Fräser und nur sehr selten und nur in ganz speziellen Anwendungen TiAlN oder TiAlCN beschichtete VHM-Werkzeuge eines Markenherstellers ein. Über 96% der bei uns verwendeten Fräser sind unbeschichtete Fräser in M38, M40 und VHM. Unser Angebot an beschichteten Fräsern beschränkt sich daher auch auf VHM-Fräser und dort auch nur auf bestimmte Größen.

Metallfräser (hier unbeschichteter Schruppfräser für die Grobbearbeitung)
Welcher Fräs-Typ sind Sie ?
Typ A: Wenn Sie selten mal fräsen, hin und wieder mal in Holz, manchmal auch in Alu, selten in Stahl, dann reicht ein Satz Metallfräser in VA-Stahl oder besser noch in HSS (High Speed Steel=Schnellarbeitsstahl) eigentlich aus. Wählen Sie dabei 2-, 3- oder 4-schneidige (Kleine Durchmesser eher mit 2 Schneiden, mittlere mit 3 und große Durchmesser eher mit 4 Schneiden), kantengeschliffene Fräser mit einem mittleren positiven Drallwinkel. Für die meisten Anforderung ist das eine gute Wahl.
Typ B: Wie Typ A, aber Sie möchten ihre guten Metallfräser nicht bei häufigeren Holzbearbeitungen in Buche oder Tropenholz unnötig abnutzen, wollen mehrere Fräser, unter denen Sie gezielt den geeigneten auswählen können. Dann empfehlen wir neben dem unter A genannten Fräsersatz noch einen Satz Hartmetallfräser für die Holzbearbeitung und einige HSS-Metallfräser mit verschiedenen Schneidenzahlen, also 2- und 4-schneidige Metallfräser. Die 2-Schneider verwenden Sie für weichere und lang spanende Werkstoffe, die 4-Schneider für die besonders saubere Oberflächen-Bearbeitung von Metall. Zur Scheidenzahl unten mehr ...
Typ C: Sie sind schon ein sehr versierterer Heimwerker, der öfters mal in Holz, aber auch schon häufiger in Alu und auch mal in Stahl fräsen muss. Sie wollen Qualitätsfräser, die präzise Nuten fräsen, Oberflächen fast schon polieren und länger scharf bleiben. Hier empfehlen wir Fräser, die voll geschliffen sind, also nicht nur die Kanten/Schneiden präzise bearbeitet sind. Solche Fräser haben eine deutlich bessere Rundlaufgenauigkeit. Als Material sollten Sie mindestens HSS, besser aber gleich M35, M38, M40 oder M42 nehmen. Solche Fräser haben i.d.R. keine Beschichtung, sondern sind durch und durch aus hoch (z.B. mit Cobalt, Wolfram, Molybdän, Vanadium) legiertem Werkzeugstahl gefertigt. Die Folge: Deutlich höhere Standzeiten als normale HSS Fräser. Kein Vergleich mit irgend einer Beschichtung ! Nachteil: Ein solcher hoch legierter Werkzeugstahl ist teuer. Dennoch: Trotz des höheren Preises lohnt sich die Anschaffung doppelt: Zum Einen wiegt die Standzeitverlängerung den höheren Preis allemal auf und zum Zweiten lohnt sich jeder Nachschliff gleich vielfach: Sie schleifen nicht immer und immer wieder billige HSS-Fräser nach, sondern viel seltener die deutlich hochwertigeren Fräser; also seltener Arbeit und wenn, dann mit viel nachhaltigerem Erfolg.
Typ D: Sie sind ein Profi Heimwerker oder ein verarbeitender Betrieb, der viel in Alu und auch Stahl fräst. Ihre Zeit ist wertvoll, aber Sie wollen nicht unnötig hohe Preise zahlen. Mit anderen Worten: Das Preis/Leistungsverhältnis muss optimal sein - nur das zählt. Für Sie kommen eigentlich nur voll geschliffene Fräser in Frage. Hier sind also nicht nur die Kanten geschliffen, sondern der komplette Spänegang, was zu hervorragenden Oberflächen führt, die Verklebungen verhindern und einen optimierten Spänefluss ermöglichen. Zudem besitzen solche Fräser eine hohe Rundlaufgenauigkeit. Als Material kommt vor allem M35, M38, M40 oder M42 in Frage. Wenn sehr stabile Maschinenverhältnisse (z.B. tonnenschwere Fräsmaschinen) vorliegen und sehr viel in harte Stahlsorten oder glasfaserverstärkten Kunststoff gefräst werden muss, dann können auch Vollhartmetallfräser bzw. Hartmetall bestückte Werkzeuge verwendet werden. Bei weniger stabilen Maschinenverhältnissen raten wir von Vollhartmetall aber eher ab: Da kann es leicht Bruch gehen - und das wird dann recht teuer. Ausnahme: Fräsen in Hart-Holz, MDF/HDF oder in glasfaserverstärkten Kunststoff. - Ansonsten gilt: Mit M35, M38, M40 und M42 sind Sie bestens bedient. M42 zeichnet sich gegenüber den anderen Sorten durch noch höhere Temperaturbeständigkeit aus, ist aber auch merklich teurer. Im Gegensatz zu Vollhartmetall-Fräsern sind genannte hoch legierte Fräser nicht bruchanfällig. M38 und M40 bieten von den vieren das beste Preis/Leistungsverhältnis bei gleicher Härte wie M35 bzw. M42. Aufgrund der fehlenden Beschichtung sind die geschliffenen Fräser sehr scharf, was insbesondere für das Fräsen in Alu und Kunststoff erhebliche Vorteile bringt. Es lohnt sich also nicht nur diese Fräser bei hartem Stahl einzusetzen, wo normale HSS-Fräser versagen würden, sondern auch bei Aluminium, Messing und Bronze. Wir, die Pentagon GmbH, setzen schon lange fast ausschließlich Fräser in M35, M38 und M40 ein, weil es sich auf lange Sicht auch preislich klar rechnet.
Vergleich:
Standzeit (Reihenfolge von gering => hoch): HSS, M38, M35, M40=M42 ("=" bedeutet sehr ähnlich in der Standzeit)
Kosten: (Reihenfolge von gering => hoch): HSS, M38, M35=M40, M42 ("=" bedeutet sehr ähnlich bei den Kosten)
Kosten/Standzeit: (Reihenfolge von schlecht => gut): HSS, M42, M35, M38=M40 ("=" bedeutet sehr ähnlich bei Kosten/Nutzen)
Cobalt-haltig: M35, M42
HSS ist ein Werkzeugstahl, der für einfache Anwendungen durchaus ausreicht. Die Legierungsbestandteile sind von Hersteller zu Hersteller sehr unterschiedlich, es gibt also gute (z.B. aus M2) und weniger gute HSS-Fräser. HSS steht einfach für High Speed Steel (Schnellarbeitsstahl), womit die Eignung bei höheren Schnittgeschwindigkeiten und damit höheren Temperaturen, die z.B. beim Bearbeiten von Stahl zwangsläufig entstehen, angezeigt werden soll. Viele der am Markt angebotenen HSS-Sorten haben nur geringe Legierungsbestandteile von Wolfram (z.B. unter 2%) und Molybdän (1%) und teilweise fehlen Chrom und Vanadium. Dadurch bleiben diese Werkzeugstähle billig. In der Härte und Verschleißbeständigkeit bleiben sie deutlich hinter den teureren Legierungen (M35/M38/M40/M42) zurück. Ein M40- oder M42-Fräser kann durchaus 10-fach höhere Standzeiten wie ein einfacher HSS-Fräser aufweisen. Und noch ein Hinweis aus der Praxis: Selten bekommen normale HSS-Fräser die Aufmerksamkeit beim Schliff, wie dies bei den teureren Qualitäten der Fall ist.
Die deutlich höherwertigeren Legierungen M35 und M42 (Sie kennen sie vielleicht eher unter der Bezeichnung HSS-E bzw. HSS-Co5 (=M35) bzw. HSS-Co8 (=M42) enthalten neben Wolfram, Molybdän, Chrom und Vanadium auch Cobalt* (Co-Anteil 5% bzw. 8%). Sie werden dadurch auch deutlich temperaturbeständiger gegenüber normalen HSS Fräsern. M42 hat gegenüber M35 einen höheren Molybdän- und auch Colbalt-Anteil. M42 ist dadurch besser (z.B. in der Härte), aber auch merklich teurer als M35. Aufgrund der sehr hohen Temperaturfestigkeit verwenden wir insbesondere M35 (=HSS-E, HSS-Co5) vor allem für Edelstähle, da dort beim Bearbeiten oft sehr hohe Temperaturen entstehen.
Die modernen, hochwertigen Legierungen M38 und M40 enthalten Wolfram, Molybdän, Chrom und Vanadium, verzichten aber auf (teures) Cobalt und erreichen durch Zusatz von Al eine erhebliche Kornverfeinerung. M38 und M40 haben gegenüber M42 einen höheren Wolfram- und Vanadium-Anteil, M40 hat den höchsten Wolfram-Anteil aller vier genannten Legierungen und einen höheren Molybdän-Anteil als M38. M40 besitzt die gleiche Härte wie M42, hat aber eine höhere Biegefestigkeit und eine geringfügig bessere Schlagbelastbarkeit als M42. M40 ist dadurch besser, aber auch merklich teurer als M38, aber gegenüber M42, trotz gleicher bzw. besserer Eigenschaften, merklich günstiger.
Die moderneren Qualitäten M38/M40 sind den älteren M35/M42 mittlerweile nicht nur im Preis/Leistungsverhältnis klar überlegen - so unsere Erfahrung. Nur dort, wo sehr hohe Temperaturfestigkeiten erforderlich sind, haben M35 und M42 noch ihre Berechtigung.
Voll-Hartmetall (VHM), z.B. aus Wolframcarbit, ist praktisch eine gesinterte Keramik, also gar nicht mit den oben genannten Metalllegierungen zu vergleichen. Die hohe Härte wird mit hoher Sprödigkeit erkauft. Auf schweren Fräsen (einige Tonnen !) können VHM-Fräser auch in der Stahlbearbeitung sinnvoll eingesetzt werden. Bei instabileren Maschinenverhältnissen kann es bei der Stahlbearbeitung sehr leicht zum Bruch kommen. Viele "Universal" VHM-Fräser für die Stahlbearbeitung sind i.a. nicht wirklich scharf geschliffen und deshalb für die Alu-, Kunststoff- oder Holzbearbeitung weniger geeignet. Es gibt aber auch spezielle, scharf geschliffene VHM-Fräser für die Hartholz- und Kunststoff-Bearbeitung, die dann aber besser nicht für die Stahlbearbeitung eingesetzt werden sollten. VHM-Fräser sind vor allem sinnvoll einsetzbar für abrasive Stoffe (Kunststoffe mit Glasgewebe, übereutektische Alulegierungen (=hohe Si-Anteile), Carbonfaserplatten, MDF-/HDF-Platten etc.). Bei solchen eher weichen Materialien brauchen Sie dann keine besonders stabilen Maschinenverhältnisse; die Bruchgefahr ist dort eher gering.
Die Schneidenzahl eines Schaftfräsers, identisch mit seiner Zähnezahl, gibt an, wie viele Schneiden quasi parallel am Umfang des Fräsers verlaufen. Selbst wenn wir im Bereich der üblichen Schaftfräser bleiben, finden sich dort Typen mit 1, 2, 3, 4 und sogar noch mehr Schneiden. Wozu so viele Typen ? Zunächst könnte man denken, je mehr Schneiden, um so besser. So ganz falsch liegt man damit nicht, da jede zusätzliche Schneide die Arbeit auf mehr Schneiden verteilt, also weniger Abnutzung pro Schneide auftritt. Außerdem bringt eine Erhöhung der Scheidenzahl bei gleicher Drehzahl und Vorschubgeschwindigkeit eine Verringerung der Spandicke mit sich - und das bedeutet eine glattere Bearbeitungsfläche. Gerade mit Maschinen aus dem Hobbybereich, deren Drehzahlen oft nur bis zu einigen Tausend U/min reichen, lassen sich bei Wahl von 4-schneidigen Fräsern durchaus gute Oberflächenqualitäten erzeugen, die mit einem 2-Schneider so nicht erreichbar wären. Zu guter Letzt laufen 4-Schneider gerade auf etwas leichteren Maschinen ein wenig runder, verursachen weniger (bzw. hochfrequentere, besser dämpfbare) Schwingungen und haben zudem einen stärkeren Querschnitt; brechen also nicht so leicht. Wozu also noch 2-Schneider oder gar 1-schneidige Fräser kaufen ? Der Vorteil der Fräser mit wenigen Schneiden liegt am größeren Spanraum, also dem Raum zwischen den Schneiden, der für den Abtransport der Späne vorhanden ist. Und dieser Vorteil kann je nach Material alle anderen Vorteile der 4-Schneider aufheben - und dann wird u.U. sogar der 1-schneidige Fräser zur ersten Wahl. Beispiel Langlöcher: Überall, wo ein Fräser tiefer ins Material eintauchen soll, ergeben sich schnell Probleme mit der Abfuhr der anfallenden Späne. Kein Fachmann würde auf die Idee kommen, ein tiefes Sackloch mit einem 4-schneidigen Bohrer zu bohren, weil ein solcher Bohrer schlicht nach kurzer Eintauchstrecke festfressen würde, einfach weil die Spankammern die anfallenden Späne nicht aufnehmen könnten. Beim Bohren dünner Bleche sind 3- oder gar 4-schneidige Bohrer aber durchaus sinnvoll. Bei Fräsern ist dies nicht anders: Wo wenig Raum zum Abtransport von Spänen vorhanden ist (z.B. in engen Nuten), da muss der Fräser selbst den Raum zu Abtransport der Späne bereitstellen. Gerade bei langspanigen Alulegierungen oder großvolumigem Span bei vielen Kunststoffen kennt man das Problem, dass die Späne nicht gut genug abgeführt werden können, der Fräser festgeht und bricht. Hier werden i.d.R. 2-Schneider oder sogar 1-Schneider eingesetzt. Bei Letzteren muss aber beachtet werden, dass diese aufgrund der fehlenden Gegenschneide auf der gegenüberliegenden Seite deutlich leichter ins Schwingen geraten, als alle anderen Fräsertypen. Hier sind also wieder stabilere Maschinenverhältnisse erforderlich. 1-Schneider machen aber auch dort Sinn, wo die Temperaturen an der Schneide nicht zu hoch werden dürfen, z.B. bei Kunststoffen. So werden z.B. PMMA (Acrylglas, "Plexiglas") aber auch Holz (z.B. MDF-Platten) oft mit 1-schneidigen Fräsern (dann oft aus VHM) vorteilhaft bearbeitet. Der Grund: Bei diesen Materialien wird die entstehende Wärme kaum über den Span (anders bei Metallen) aufgenommen, sondern muss vom Fräser selbst abgeführt werden - und da sind 1-Schneider in der Tat besser (mehr als doppelt so viel Fräservolumen pro(!) Schneide -im Vergleich zu einem 4-Schneider- leiten dort die Wärme ab). PMMA erzeugt aber auch recht großvolumigen Span; von daher ist der 1-Schneider auch schon aufgrund des größeren Spanraumes angebracht. Tipp: Ausprobieren !
Fazit: Wer optimale Ergebnisse erzielen will, kommt um die Anschaffung passender Fräser nicht herum. Während 3-schneidige Fräser einen guten Kompromiss in allen Lagen darstellen, bieten die 2-schneidigen Fräser deutliche Vorteile beim Fräsen von Nuten, Langlöchern und anderen engeren Innenkonturen und bei solchen Materialien, die dazu neigen, die Spannuten zuzusetzen. Die 4-Schneiden Fräser sind vor allem für die feine Bearbeitung von Außenkonturen bei allen Materialien und aufgrund des geringeren Verschleißes und der höheren Stabilität ganz allgemein für härteres Material zu empfehlen. Und auch die 1-Schneider haben in vielen Sonderfällen durchaus ihre Berechtigung.
Wir haben bei den von uns angebotenen Fräsern vor allem Wert auf eine universelle Einsetzbarkeit gelegt. Bei allen Fräsern achten wir deshalb auf eine passende Schneidenlänge, die abhängig vom Fräsermaterial und der Zähnezahl so etwa zwischen dem 2...3-fachen des Nenndurchmessers liegen sollte, bei kleineren Fräsern auch etwas darüber. Sehr viel längere Schneiden führen zwangsläufig zu etwas schwächeren Fräsern und machen die Fräser i.a. auch teurer, dennoch sind solche langschneidigen Fräser für bestimmte Anwendungen unabdingbar (z.B. Außenkonturfräsen u.ä.). Kürzere Schneidenlängen von weniger als dem 2-fachen Nenndurchmesser würden den Einsatzbereich unnötig einschränken, da Tiefen bis zum 2-fachen des Nenndurchmessers durchaus in einem Arbeitsgang fräsbar sind. Alle angegebenen Schneidenlängen sind Effektiv-Längen, können also voll genutzt werden. Alle unsere Fräser gehen danach gleichmäßig ohne Sprung in den Schaftdurchmesser über. Damit entfallen mögliche Kerbwirkungen in diesem Bereich: die Fräser sind stabiler.
| M40 Radius-Fräser für die Metall-, Kunststoff- u. Holz-Bearbeitung Hinweis: Dieser Fräser weist am Kopf ein Halbrund mit einem Durchmesser von 6mm auf (Radius=3mm) | ||
| Nenn-Durchmesser | D6 mm R3 mm | 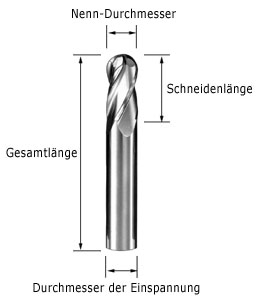 |
| Durchmesser der Einspannung | 6 mm | |
| Länge der Schneide | 15 mm | |
| Gesamtlänge des Fräsers | 90 mm | |
| Material des Fräsers | M40 (W6Mo5Cr4V2Al) | |
| Drallwinkel | positiv, mittel | |
| Geschliffen | Ja, voll | |
| Anzahl Schneiden | 2 | |
Sie bekommen hier Fräser in einer sehr hohen Legierungsqualität, die etwa zwei- bis dreimal so teuer wie einfache HSS Fräser sind, aber auch ca. 5...6mal so hohe Standzeiten aufweisen. Ob sich diese Mehrkosten für Sie lohnen, müssen Sie selbst entscheiden: einmal nach der Einsatzhäufigkeit und zum anderen nach dem zu bearbeitenden Material. Fräser in einer guten HSS-Qualität oder in M35, M38 und M42 oder scharf geschliffene VHM-Fräser bekommen Sie auch bei uns.
Diese Fräser aus M40 sind für die meisten Stahlsorten einschließlich Edelstählen (V2A und V4A), aber ebenso für Aluminium, Messing, Kunststoffe und Holz zu verwenden. Nur mal zum Vergleich: Sehr gute HSS-Fräser (also nicht der billige Durchschnitt) werden aus M2-Stahl hergestellt, der für seine hohe Härte und Belastbarkeit bekannt ist. Im Vergleich zu M40 ist dieser M2-Stahl bei Arbeitstemperatur (600°C) aber um 8 Härtegrade weicher als M40 (oder M40 eben deutlich härter). Selbst im Vergleich zum deutlich teureren M42 (HSS-E mit hohem 8%igen Cobaltanteil), kann M40 mehr als nur bestehen: bei exakt gleicher Härte (selbst bei 600°C) kann M40 mit einer um mehr als 10% höheren Biegefestigkeit überzeugen, d.h. Bruch tritt bei M40 seltener auf. Dazu trägt sicher auch die gegenüber M42 leicht erhöhte Schlagwiederstandsfähigkeit von M40 bei.
Um für Aluminium geeignet zu sein, erfüllen unsere M40-Fräser zwei wichtige Eigenschaften: Sie sind unbeschichtet und sie sind extrem scharf geschliffen. Letzteres ist auch für die Bearbeitung von Kunststoffen wichtig. Eine Beschichtung von Bohrern oder Fräsern ist bei der Aluminiumbearbeitung völlig kontraproduktiv, da es an dieser Beschichtung immer wieder zu Aufbauschneiden kommt, die ein Verschmieren des Schnittes und eine Zusetzung des Fräsers bewirken. Für Alu also immer(!) unbeschichtete Fräser und Bohrer wählen. Wichtig für Alu und weichere Materialien wie Kunststoffe sind aber auch sehr scharfe Schneiden, die bei der Bearbeitung von hoch legierten Stählen eher schädlich wären, da es dabei schneller zu Verrundungen kommen kann, die dann eine ungünstige Lage der neuen Schneidkante bewirken würden.
Aufgrund der hohen Schärfe der Fräser würden wir diese Fräser hier nicht für die dauerhafte Bearbeitung von gehärteten Stählen verwenden, dort besser Vollhartmetall (=VHM) Fräser auf entsprechend stabilen Maschinen. Wir selbst verwenden diese M40 Fräser hier für die Bearbeitung von V2A/V4A, ST235 und für Alu, Messing und Kupfer. Für Kunststoffe (ohne GF-Anteil) verwenden wir manchmal unsere günstigere HSS Qualität, meist aber gleich Fräser in M38. Bei den meisten Kunststoffen lohnt sich die Mehrausgabe für M40 (gegenüber M38) eigentlich nicht. Bei Hartholz, Acrylglas und Kunststoffen mit Glasfaseranteil verwenden wir meist VHM-Fräser, auch wenn M40 dafür noch geeignet wäre. Hier ist VHM besser, aber auch teurer. Normale HSS Fräser werden bei uns seltener eingesetzt; eher mal für weichere Kunststoffe (PE oder PVC), hin und wieder mal für Baustahl.
Die hier angebotenen M40-Fräser unterscheiden sich also aufgrund ihres Materials erheblich von üblichen HSS Fräsern. M40 weist eine sehr hohe Härte, aber gleichzeitig auch eine hohe Zähigkeit auf. Im Gegensatz zu Vollhartmetall Werkzeugen sind Werkzeuge der Qualitäten M35, M38, M42 oder eben M40 nicht spröde und damit auch auf Maschinen zu verwenden, die nicht über absolut stabile Verhältnisse verfügen. Die hier angebotenen Fräser können problemlos nachgeschliffen werden.
Warum wir bei uns im Betrieb ausschließlich M38 und M40 und nicht HSS-E (M35 bzw. M42) einsetzen, hat zwei Gründe: Zum einen das bessere Preis/Leistungsverhältnis von M38 bzw. M40 und zum anderen gesundheitliche Betrachtungen (die bekannteren/älteren Legierungen M35 und M42 haben einen erheblichen Anteil Cobalt); beides Aspekte, die vor allem im gewerblichen Einsatz hohen Stellenwert haben.
Aufgrund der hohen Hitzebeständigkeit können Sie M38- und M40-Fräser bedenkenlos sowohl mit MMS (Mindermengenschmierung) als auch trocken einsetzen (ist bei uns üblich).
Noch ein kleiner Hinweis für die echten Profis, die sich mit Fräsern und den international bedeutenden Herstellern gut auskennen: Wir liefern diese M40 Fräsern nicht nur bei der ersten Bestellung (oder aus Versehen) von diesem namhaften Marken-Hersteller, den wir hier aufgrund unserer viel zu niedrigen Preise nicht nennen dürfen ;-)
Hochwertige Verarbeitung, sehr hohe Rundlaufgenauigkeit und präzise Schneidkanten, die nicht nur bei Z=2, sondern auch bei Z=3 als auch bei Z=4 bis zur Mitte schneiden (voll eintauchfähig), sind hier garantiert.