
MAX CLR TC A/B Coating Performance
Video will open in a new window
Chemical And Solvent Resistance
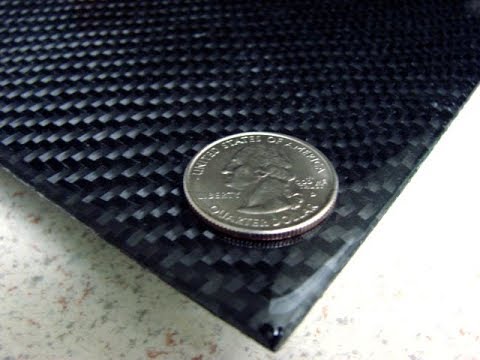
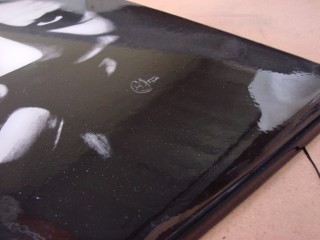
MAX CLR-TC A/B is two-part epoxy-based system specially formulated as a high-quality topcoat and an extremely smooth, mirror-like finish is desired.
MAX CLR-TC A/B is a two-part epoxy-based system specially formulated as topcoat system.
It offers surface durability performance while maintaining crystal clarity, gloss, and other aesthetic qualities.
MAX CLR-TC also offers high chemical resistance, excellent coating adhesion and overall durability suitable for many aspects of an aesthetic and protective coating for many applications. MAX CLR-TC A/B demonstrates excellent wetting and adhesion to a variety of substrates such as composite materials, concrete and ceramic products, plastics, wood, glass, steel, aluminum and most soft metals. It's cured high gloss finish, excellent transparent clarity, and ease of use make MAX CLR-TC an excellent choice as high-quality coating system for composite laminates, protective coatings, and applications where a very smooth and high gloss finish is desired.
MAX CLR-TC A/B is 100% solids and does not contain Ozone Depleting Chemicals (ODC), non-reactive plasticizers or solvent fillers.
THIS KIT INCLUDES A SET OF YORKER CAPS FOR CONTROLLED DISPENSING.

Use these Yorker caps to dispense the material with ease and minimize over pouring and reduce spills.
We do not recommend using dispensing pumps. The curing agent or PART B of any epoxy resin system is sensitive to moisture and carbon dioxide, which will react with the curing agent and form carbamate crystals (salt-like crystals that form on the tip of the pump) and reduce reactivity.
CARBAMATE CRYSTALS THAT FORM ON THE PUMP WHEN THE CURING AGENT IS EXPOSED AMBIENT MOISTURE AND CARBON DIOXIDE. THESE CRYSTALS ARE INSOLUBLE IN EPOXY RESIN RESULTING IN CONTAMINATION AND CAUSES POOR CURE AND AMINE-BLUSHING.

Use these Yorker caps and cut the tip to meter the orifice of the of the tip for accurate dispensing.
When done, just replace the tip cap and it will exclude ambient moisture and air and keep the resin system viable for years.
To use the caps, cut off the tip to the desired hole size, and attach, do not cut pass the ridgeline that keeps the tip cap in place.
To dispense, lay the plastic jug unto its side and apply pressure on the bottle to dispense the contents.
When done replace the tip cap and the container is sealed and it will be usable for years.
We highly recommend using a scale to measure each component accurately.
Surface Preparation Is Key For Any Coating Application
The quality of adhesion of any coating or adhesive application is dependent on how well the surface is prepared.
The resin system must be able to properly 'wet-out' the surface to form a continuous film.
Surfaces demonstrating poor wettability prevents the liquid resin from forming a cohesive bond.
Improper surface wetting yields poor adhesion and will delaminate during use.
Wetting is the ability of a liquid to interfaces or wet-out a solid surface; its dynamics is expressed as surface tension.
A surface that demonstrates low surface tension, such as waxed surface, oily surface or slick plastics like Teflon will prevent the liquid resin to wet-out and cause poor adhesion.
In the same respect, if the surface is coated from a previous application, the epoxy adhesion is limited to adhesion quality of the primary coating is applied over. Make sure to remove any loose or peeling old coating before application to avoid delamination.
If possible remove the old coating by mechanical sanding so the applied epoxy is in direct contact with the base substrate.
Applying a coating over oil-based stain should be avoided if possible.

Why Epoxy Coatings Beads Up And Separate.
Video will open in a new window
Using the eBay App? Paste link into a browser window:
It demonstrates the proper technique of mixing any type of epoxy resin system.

Best Epoxy Resin Mixing Method
Video will open in a new window
Using the eBay App? Paste link into a browser window:
Video will open in a new window
Using the eBay App? Paste link into a browser window:
Common Problems Of Epoxy Based Top Coats
POOR SURFACE WETTING
Due to the coating’s inability to overcome the LOW SURFACE ENERGY (LSE) or wettability of the substrate,
the coating agglomerates and fails to create a continuous laminar film.



It is random and an irregular surface pattern is very common to the texture of an orange peel hence the namesake.
It is predominantly caused by poor substrate wetting and leveling of the coating.
Other influences of this surface texture are the mirrored roughness of the substrate
Rather than being flat and smooth, the surface takes on the appearance of an orange peel,


Its high gloss finish, excellent transparent clarity, color stability and ease of use make MAX CLR-TC an excellent choice as a top coatings applications.
MAX CLR-TC also offers high chemical resistance, structural adhesion and overall durability suitable for many protective coatings applications.



Note The Cratering, Orange Peeling Surface Defects

Epoxy Resin Coverage
1 Gallon Of Resin Can Covers 1608 Square Feet Per 1 Mil Or 0.001 Inch Cured Coating Thickness
1 Gallon = 231 Cubic Inches
1 Gallon Of Resin Is 128 Ounces
1 Gallon Of Mixed Epoxy Resin Is 9.23 Pounds
1 Gallon Of Resin Is 3.7854 Liters
Physical Properties
And
Mechanical Properties
Density | 1.10 G/CC |
Form and Color | Clear Liquid |
Viscosity | 1,125 cPs @ 25ºC Mixed |
Mix Ratio | 50 Parts “B” to 100 Parts “A” By Weight |
Working Time | 45 – 50 Minutes @ 25ºC (100 Gram Mass) |
Peak Exotherm | 70ºC (100 Gram Mass) |
Thin Film Set Time (dry to the touch) | 4 to 6 Hours |
Handle Time | 8 Hours |
Cure Time And Accelerated Cure Time | 2 to 7 days @ 25ºC or 8 hours at room temperature plus 1 hours at 100ºC |
Hardness | 75 ± 5 Shore D, |
Tee-Peel Strength | 3.7 Lbs. per inch Width |
Tensile Shear Strength | 2,554 psi @ 25ºC |
1,010 psi @ -40ºC | |
950 psi @ 100ºC | |
Elongation | 3.0% @ 25ºC |
Flexural Strength | 13,000 psi |
Flexural Modulus | 344,000 psi |
Heat Deflection Temp. | 110ºC |
Chemical Resistance Performance
FULL IMMERSION at 30°C
MEASURED PERCENT CHANGE IN WEIGHT
REAGENT | 3 days | 28 days |
Deionized Water | 0.32 | 1.50 |
Sea Water | 0.10 | 0.98 |
Methanol | 7.93 | -2.41 |
Ethanol | 3.98 | 10.28 |
Toluene | 0.54 | 2.86 |
Xylene | 0.34 | 0.05 |
Butyl Cellosolve | 16.63 | 5.31 |
MEK | Destroyed | Destroyed |
10% Lactic Acid | 1.21 | 5.42 |
10% Acetic Acid | 0.54 | 0.45 |
70% Sulfuric Acid | 0.08 | 0.14 |
50% Sodium Hydroxide | 0 | 0 |
10% Sodium Hypochlorite | 0.51 | 1.36 |
**********************************************
DON'T FORGET OUR EPOXY MIXING KIT
Click The Link to add to order
https://www.ebay.com/itm/222623932456
Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.


Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, PolymerProducts laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. PolymerProducts and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.