(192.0 FLUID OUNCE COMBINED VOLUME)
1 Gallon MAX 1618 PART A (128 FL.OZ)
AND
1/2 Gallon MAX 1618 PART B (64 FL.OZ)
Product Description
MAX 1618 A/B is our performance engineered resin system mixed at a 2:1 mix ratio that exhibits a very low mixed viscosity, excellent reactivity, and high mechanical performance.
It is a very color stable resin system, resistant to yellowing and 'blushing’, excellent resistance to air bubble entrapment.
MAX 1618 A/B is room temperature cured and has a moderate working time and cures hard after 24 hours at 75°F (24°C).
It cures to a very transparent clear resin system with a low refractive index for absolute transparency.
MAX 1618 A/B exhibits high surface hardness, chemical resistance, and low dimensional shrinkage after full cure.
Its cured mechanical properties also demonstrate high compressive strength, toughness, tensile strength and other mechanical performance.
It is a very color stable resin system, resistant to yellowing and 'blushing’, excellent resistance to air bubble entrapment.
It cures to a very transparent clear resin system with a low refractive index for absolute transparency.
Its cured mechanical properties also demonstrate high compressive strength, toughness, tensile strength and other mechanical performance.
Physical and Mechanical Properties
Density
1.10 g/cc +/- .02 grams per cubic centimeter
0.98 +/- .05 grams per cubic centimeter
1.09.+/-.03 grams per cubic centimeter
Part A
Part B
Mixed
Pounds per Gallon Mixed
9.07 Pounds Per Gallon
Form and Color
PART A
PART B
MIXED
Cured Specimen 50 Grams Mass
Clear Liquid
Clear Liquid
Clear Liquid
Clear Transparent
Viscosity
PART A =
PART B =
MIXED =
980 to 1040 cPs @ 25ºC
300 to 310 cPs @ 25ºC
377 cPs @ 25ºC
Mix Ratio
100 Parts “B” :50 Parts “A” By Weight Or 2:1 By Volume
Use a digital scale and proportion by weight instead of volumetric measurement especially when mixing small batches less than 100 grams.
Working Time
30 Minutes @ 25ºC (300 Gram Mass)
Peak Exotherm
174ºC (300 Gram Concentrated Mass) After 50 Minutes
Handle Time
6 – 8 Hours Set to Touch, 10 Hours Green Strength
Maximum Temperature
95ºC
Full Cure Time
36 Hrs. Minimum @ 25ºC
Accelerated Cure
4 Hours at 25ºC Or Plus 60 Min @ 150ºF
Density | 1.10 g/cc +/- .02 grams per cubic centimeter 0.98 +/- .05 grams per cubic centimeter 1.09.+/-.03 grams per cubic centimeter | Part A Part B Mixed | |
Pounds per Gallon Mixed | 9.07 Pounds Per Gallon | ||
Form and Color | PART A PART B MIXED Cured Specimen 50 Grams Mass | Clear Liquid Clear Liquid Clear Liquid Clear Transparent | |
Viscosity | PART A = PART B = MIXED = | 980 to 1040 cPs @ 25ºC 300 to 310 cPs @ 25ºC 377 cPs @ 25ºC | |
Mix Ratio | 100 Parts “B” :50 Parts “A” By Weight Or 2:1 By Volume Use a digital scale and proportion by weight instead of volumetric measurement especially when mixing small batches less than 100 grams. | ||
Working Time | 30 Minutes @ 25ºC (300 Gram Mass) | ||
Peak Exotherm | 174ºC (300 Gram Concentrated Mass) After 50 Minutes | ||
Handle Time | 6 – 8 Hours Set to Touch, 10 Hours Green Strength | ||
Maximum Temperature | 95ºC | ||
Full Cure Time | 36 Hrs. Minimum @ 25ºC | ||
Accelerated Cure | 4 Hours at 25ºC Or Plus 60 Min @ 150ºF | ||
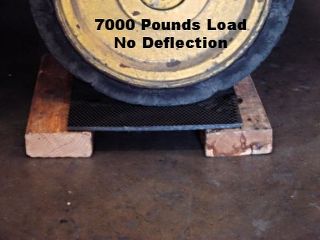
MAX 1618 A/B Compressive Strength Test
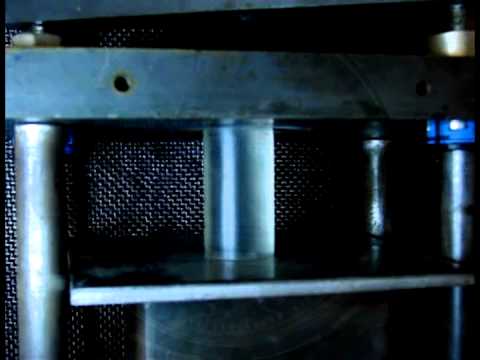
Super Tough, High Strength Clear Epoxy Resin. Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Using the eBay App? Paste link into a browser window:
Tabletop Coating Application

Super Tough, High Strength Clear Epoxy Resin. Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Using the eBay App? Paste link into a browser window:
Custom Poker Table With Embedded Bullets
Super Tough, High Strength Clear Epoxy Resin. Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Using the eBay App? Paste link into a browser window:
Super Tough, High Strength Clear Epoxy Resin. Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Using the eBay App? Paste link into a browser window:


MAX 1618 Versus Other 1:1 Mix Ratio Resin System
Common 1:1 mix ratio epoxy resin systems also tends to yield low mechanical compression and heat resistance upon cure due to the overuse of additives called 'non-reactive plasticizers' used to adjust the mix ratio.
The excessive use of plasticizers in 1:1 mix ratio resin system, also reduces mechnical properties such heat resistance, chemical resistance and overall durability.
In contrast, MAX 1618 A/B does not utilize any liquid plasticizers and liquid fillers such as nonylphenol or benzyl alcohol that reduce the cured performance.
Note The Crystal Clarity Of The MAX 1618 A/B Specimen Exhibiting Excellent Transparency

Competitive (1:1 Mix Ratio) Brand Clear Resin System After One Day Of Sunlight Exposure

Competitive (1:1 Mix Ratio) Brand Clear Resin System After One Day Of Sunlight Exposure
















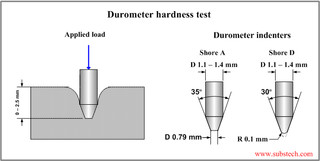
The heat resistance of MAX 1618 A/B was tested by heating a 2-inch cube in 5-degree increments and the Shore hardness was determined using both the Shore A and D scale.
This test demonstrates the heat resistance of the MAX 1618 A/B by determining at what temperature the Shore Hardness reading dramatically change.
At 140 °F, a considerable change in Shore D Hardness Scale occurred due to the sharp needle-like indenter of the equipment began puncturing the surface of the specimen which may make the Scale D Hardness an unreliable test data.
The Shore A scale demonstrated a dramatic change in hardness at 240°F which demonstrates it maximum heat tolerance more accurately than the Shore D scale.

Hardness
Application
30 Shore A
Art gum erasers
35 Shore A
Rubber bands
40 Shore A
Can tester pads
50 Shore A
Rubber stamps
55 Shore A
Pencil erasers
60 Shore A
Screen wiper blades
65 Shore A
Automotive tires
70 Shore A
Shoe heels
75 Shore A
Abrasive handling pads
80 Shore A
Shoe soles
85 Shore A
Tap washers
90 Shore A
Typewriter rollers
95 Shore A
Fork lift solid tires
60 Shore D
Golf ball
70 Shore D
Metal forming wiper dies
80 Shore D
Paper-making rolls
Shore hardness is a measure of the resistance of a material to penetration of a spring-loaded needle-like indenter.
Shore A scale is used for testing soft elastomers (rubbers) and other soft polymers.
The hardness of hard elastomers and most other polymer materials is measured by Shore D scale.
Shore hardness is tested with an instrument called Durometer.
Durometer utilizes an indenter loaded by a calibrated spring.
The measured hardness is determined by the penetration depth of the indenter under the load.
Two different indenter shapes and two different spring loads are used for two Shore scales (A and D).
The heat resistance of MAX 1618 A/B was tested by heating a 2-inch cube in 5-degree increments and the Shore hardness was determined using both the Shore A and D scale.
This test demonstrates the heat resistance of the MAX 1618 A/B by determining at what temperature the Shore Hardness reading dramatically change.
At 140 °F, a considerable change in Shore D Hardness Scale occurred due to the sharp needle-like indenter of the equipment began puncturing the surface of the specimen which may make the Scale D Hardness an unreliable test data.
The Shore A scale demonstrated a dramatic change in hardness at 240°F which demonstrates it maximum heat tolerance more accurately than the Shore D scale.
Hardness | Application |
30 Shore A | Art gum erasers |
35 Shore A | Rubber bands |
40 Shore A | Can tester pads |
50 Shore A | Rubber stamps |
55 Shore A | Pencil erasers |
60 Shore A | Screen wiper blades |
65 Shore A | Automotive tires |
70 Shore A | Shoe heels |
75 Shore A | Abrasive handling pads |
80 Shore A | Shoe soles |
85 Shore A | Tap washers |
90 Shore A | Typewriter rollers |
95 Shore A | Fork lift solid tires |
60 Shore D | Golf ball |
70 Shore D | Metal forming wiper dies |
80 Shore D | Paper-making rolls |
Shore hardness is a measure of the resistance of a material to penetration of a spring-loaded needle-like indenter.
Shore A scale is used for testing soft elastomers (rubbers) and other soft polymers.
The hardness of hard elastomers and most other polymer materials is measured by Shore D scale.
Shore hardness is tested with an instrument called Durometer.
Durometer utilizes an indenter loaded by a calibrated spring.
The measured hardness is determined by the penetration depth of the indenter under the load.
Two different indenter shapes and two different spring loads are used for two Shore scales (A and D).
MAX 1618 A/B Compressive Strength Test
Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Coating/Casting Measurements And Standards
Fluid Gallon Volume Conversion
MAX 1618 A/B Compressive Strength Test
Compressive Strength Test Of MAX 1618 A/B
Video will open in a new window
Coating/Casting Measurements And Standards
Fluid Gallon Volume Conversion
1 US GALLON
231 CUBIC INCHES
1 US GALLON
128 FLUID OUNCES
1 US GALLON
3.7854 LITERS
1 US GALLON
4 US QUARTS
1 US GALLON
16 CUPS
1 US GALLON OF UNFILLED PURE EPOXY RESIN
9.23 POUNDS
1 US GALLON OF UNFILLED PURE EPOXY RESIN
4195 GRAMS
THIS KIT INCLUDES A SET OF YORKER CAPS FOR CONTROLLED DISPENSING.

Use these Yorker caps to dispense the material with ease and minimize over pouring and reduce spills. We do not recommend using
dispensing pumps.
The curing agent or PART B of any epoxy resin system is sensitive to moisture and carbon dioxide, which will react with the curing agent and form carbamate crystals (salt-like crystals that form on the tip of the pump) and reduce reactivity.
*

RESIN CRYSTALLIZATION FROM PROLONGED STORAGE OR COLD WEATHER EXPOSURE
The resin component or the PART A may crystallize due to cold temperature exposure.
Please inspect the resin component for any solidified crystals which will appear as waxy solid or cloudiness on the bottom of the PART A bottle.
An information postcard is included with each package.

View the following video for identification and processing.
DO NOT USE UNLESS PROCESSED TO REVERT ANY CRYSTALLIZED RESIN BACK TO A LIQUID STATE AND AVOID POOR CURED RESULTS.
Review The Following Usage Information Before Using This Product.
Due To Its High Purity Grade Resin Formulation, MAX 1618 A/B Is Prone To Crystallization Due To Cold Temperature And Sudden Mechanical Shock.
Do Not Use The Resin System Unless It Has Been Properly Processed To Ensure Its Proper Cure And High Mechanical Performance.
EPOXY RESIN MIXING TECHNIQUE
The use of a weighing scale to measure out the resin and curing agent, especially when preparing small batches is highly recommended to ensure proper cured performance.
Do not change the mix ratio, adding more or less curing agent will greatly affect the cured properties.
This digital scale is available for purchase by clicking the link below.

Purchase this scale with any of our product offering and the shipping cost of the scale is free.
Please View The Following Video For The Proper Mixing Of Epoxy Resins.
It Demonstrates The Proper Technique Of Mixing Any Type Of Epoxy Resin System.
The Proper Cure And Final Performance Of Any Epoxy Resin System Are Highly Dependent On The Quality And Thoroughness Of The Mix.
The Resin And Curing Agent Must Be Mixed To Homogeneous Consistency.
PROPER MIXING TECHNIQUE

How To Mix Epoxy Resin For Food Contact Coating. Avoid Tacky Spots, Minimize Air Bubble When Mixing - YouTube
Video will open in a new window
Using the eBay App? Paste link into a browser window:
AIR BUBBLE REMOVAL TECHNIQUE CUTTING AND POLISHINGPOLISHING
1 US GALLON | 231 CUBIC INCHES |
1 US GALLON | 128 FLUID OUNCES |
1 US GALLON | 3.7854 LITERS |
1 US GALLON | 4 US QUARTS |
1 US GALLON | 16 CUPS |
1 US GALLON OF UNFILLED PURE EPOXY RESIN | 9.23 POUNDS |
1 US GALLON OF UNFILLED PURE EPOXY RESIN | 4195 GRAMS |
THIS KIT INCLUDES A SET OF YORKER CAPS FOR CONTROLLED DISPENSING.
Use these Yorker caps to dispense the material with ease and minimize over pouring and reduce spills. We do not recommend using
dispensing pumps.
The curing agent or PART B of any epoxy resin system is sensitive to moisture and carbon dioxide, which will react with the curing agent and form carbamate crystals (salt-like crystals that form on the tip of the pump) and reduce reactivity.
*
RESIN CRYSTALLIZATION FROM PROLONGED STORAGE OR COLD WEATHER EXPOSURE
The resin component or the PART A may crystallize due to cold temperature exposure.
Please inspect the resin component for any solidified crystals which will appear as waxy solid or cloudiness on the bottom of the PART A bottle.
An information postcard is included with each package.
View the following video for identification and processing.
DO NOT USE UNLESS PROCESSED TO REVERT ANY CRYSTALLIZED RESIN BACK TO A LIQUID STATE AND AVOID POOR CURED RESULTS.
Review The Following Usage Information Before Using This Product.
Due To Its High Purity Grade Resin Formulation, MAX 1618 A/B Is Prone To Crystallization Due To Cold Temperature And Sudden Mechanical Shock.
Do Not Use The Resin System Unless It Has Been Properly Processed To Ensure Its Proper Cure And High Mechanical Performance.
EPOXY RESIN MIXING TECHNIQUE
The use of a weighing scale to measure out the resin and curing agent, especially when preparing small batches is highly recommended to ensure proper cured performance.
Do not change the mix ratio, adding more or less curing agent will greatly affect the cured properties.
This digital scale is available for purchase by clicking the link below.
Purchase this scale with any of our product offering and the shipping cost of the scale is free.
Please View The Following Video For The Proper Mixing Of Epoxy Resins.
It Demonstrates The Proper Technique Of Mixing Any Type Of Epoxy Resin System.
The Proper Cure And Final Performance Of Any Epoxy Resin System Are Highly Dependent On The Quality And Thoroughness Of The Mix.
The Resin And Curing Agent Must Be Mixed To Homogeneous Consistency.
PROPER MIXING TECHNIQUE
How To Mix Epoxy Resin For Food Contact Coating. Avoid Tacky Spots, Minimize Air Bubble When Mixing - YouTube
Video will open in a new window
Using the eBay App? Paste link into a browser window:

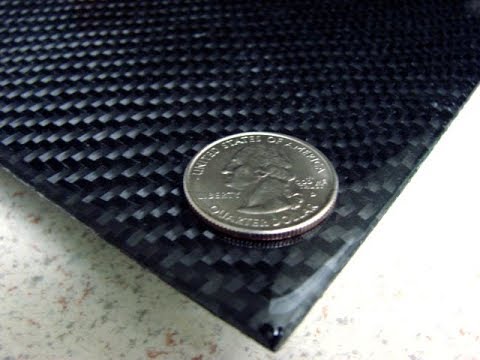

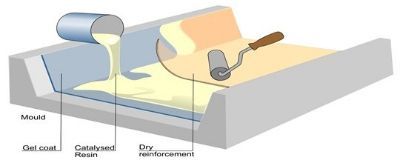
MAX 1618 A/B works well as an impregnating resin for carbon fiber, fiberglass, aramids or Kevlar, and other composites fabrics.
Its low mixed viscosity and long working time make it an ideal resin for vacuum infusion and hand lay-up process.
General Principle Of Vacuum Bagging
Its low mixed viscosity and long working time make it an ideal resin for vacuum infusion and hand lay-up process.

MAX 1618 A/B VACUUM ASSISTED RESIN TRANSFER MOLDING PROCESS
20 Layers Carbon Fiber Vacuum Cured Laminate

3 Layers Of Carbon Fiber 2x2 Twill Laminated With MAX 1618 A/B

The Following Are Suggested Processing Information For Making Composites and FRP Laminates.
COMPOSITE FABRICATING BASIC GUIDELINES By resolute definition, a fabricated COMPOSITE material is a manufactured collection of two or more ingredients or products intentionally combined to form a new homogeneous material that is defined by its performance that should uniquely greater than the sum of its individual parts.
This method is also defined as a SYNERGISTIC COMPOSITION.
COMPOSITE MATERIAL COMPOSITION
REINFORCING FABRIC & IMPREGNATING RESIN
 PLUS
PLUS 
'ENGINEERED PROCESS'
EQUALS
COMPOSITE LAMINATE WITH THE BEST WEIGHT TO STRENGTH PERFORMANCE

With respect to the raw materials selection -fabric and resin, the fabricating process and the and curing and test validation of composite part, these aspects must be carefully considered and in the engineering phase of the composite.
Step One: Fabric Selection TYPES OF FABRIC WEAVE STYLE AND SURFACE FINISHING
FOR RESIN TYPE COMPATIBILITY
Fabrics are generally considered ”balanced” if the breaking strength is within 15% warp to fill and are best in bias applications on lightweight structures.
“Unbalanced” fabrics are excellent when a greater load is required one direction and a lesser load in the perpendicular direction.
- Tow: The bundle of individual carbon filaments used to weave carbon fabric. 50k tow means there are 48-50,000 carbon filaments in the tow.
Smaller tow i.e. 12k, 6k, 3k and 1k are obtained by dividing the 50k tow into smaller bundles. - Thread Count: The number of threads (tow in carbon and yarn in Aramid) per inch.
The first number will be the warp count and the second will be the fill count. - Fill: The threads that run the width of the roll or bolt and perpendicular to the warp threads.
- Warp: The threads that run the length of the roll or bolt and perpendicular to the fill threads.
- Finish: The chemical treatment to fiberglass making it compatible with resin systems, therefore improving the bond between the fiber and the resin.
Finishing fiberglass typically decreases the fiber strength by as much as 50%.
Both Silane and Volan finishes are epoxy compatible.
Historically, Volan has been considered a softer finish for a more pliable fabric, but recent advances have yielded some excellent soft Silane finishes. - Thickness: Measured in fractions of an inch.
The thicker the fabric the more resin required to fill the weave to obtain a surface-smooth finished part.
Weaves:
- Plain weave means the warp and fill threads cross alternately. This is the most common weave.
- 4 Harness (4 HS Satin or crowfoot) weave means the fill thread floats over three warp threads, then under one warp thread.
This weave is more pliable than the plain weave, therefore conforms to complex curves more easily. - 8 Harness (8 HS Satin) weave means the fill thread floats over seven warp threads, then under one warp thread.
This weave is the most pliable of the standard fiberglass weaves. - 2 x 2 Twill weave means the fill thread floats over two warp threads, then fewer than two warp threads.
This weave is found most commonly in carbon fabrics and is more pliable than plain weave.
Most fabrics are stronger in the warp than the fill because higher tension is placed on the warp fiber keeping it straighter during the weaving process.
Rare exceptions occur when a larger, therefore stronger thread is used in the fill direction than the warp direction.
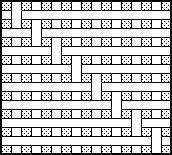
PLAIN WEAVE
Is a very simple weave pattern and the most common style. The warp and fill yarns are interlaced over and under each other in alternating fashion. Plain weave provides good stability, porosity and the least yarn slippage for a given yarn count.
8 HARNESS SATIN WEAVE
The eight-harness satin is similar to the four-harness satin except that one filling yarn floats over seven warp yarns and under one.
This is a very pliable weave and is used for forming over curved surfaces.
4 HARNESS SATIN WEAVE
The four-harness satin weave is more pliable than the plain weave and is easier to conform to curved surfaces typical in reinforced plastics. In this weave pattern, there is a three by one interfacing where a filling yarn floats over three warp yarns and under one.
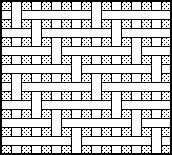
2x2 TWILL WEAVE
Twill weave is more pliable than the plain weave and has better drivability while maintaining more fabric stability than a four or eight harness satin weave. The weave pattern is characterized by a diagonal rib created by one warp yarn floating over at least two filling yarns.

SATIN WEAVE TYPE CONFORMITY UNTO CURVED SHAPES


Plain Weaves, Bi-axial, Unidirectional Styles For Directional High Strength Parts Use this weave style cloth when high strength parts are desired. It is ideal for reinforcement, mold making, aircraft and auto parts tooling, marine, and other composite lightweight applications. FIBERGLASS FINISHING FOR RESIN COMPATIBILITY All of our fiberglass fabrics is woven By HEXCEL COMPOSITES, a leading manufacturer of composite materials engineered for high-performance applications in marine, aerospace for commercial and military, automotive, sporting goods and other application-critical performance.
These fabrics are 100% epoxy-compatible and will yield the best mechanical properties when properly fabricated.
AVAILABLE FIBERGLASS, CARBON FIBER, AND KEVLAR FABRICS
HEXCEL 120 1.5-OUNCE FIBERGLASS PLAIN WEAVE 5 YARDS
HEXCEL 120 1.5-OUNCE FIBERGLASS PLAIN WEAVE 10 YARDS
HEXCEL 7532 7-OUNCE FIBERGLASS PLAIN WEAVE 5 YARDS
FIBERGLASS 45+/45- DOUBLE BIAS 3 YARDS
CARBON FIBER FABRIC 3K 2x2 TWILL WEAVE 6 OZ. 3 YARDS
CARBON FIBER FABRIC 3K PLAIN WEAVE 6 OZ 3 YARDS
KEVLAR 49 HEXCEL 351 PLAIN WEAVE FABRIC 2.2 OZ
Step Two: Choose The Best Epoxy Resin System For The Application The epoxy resin used in fabricating a laminate will dictate how the FRP will perform when load or pressure is implied on the part.
To choose the proper resin system, consider the following factors that is crucial to a laminate's performance. SIZE AND CONFIGURATION OF THE PART (NUMBER OF PLIES AND CONTOURED, FLAT OR PROFILED) CONSOLIDATING FORCE (FREE STANDING DRY OR HAND LAY-UP, VACUUM BAG OR PLATEN PRESS CURING) CURING CAPABILITIES (HEAT CURED OR ROOM TEMPERATURE CURED) LOAD PARAMETERS (SHEARING FORCE, TORSIONAL AND DIRECTIONAL LOAD, BEAM STRENGTH)ENVIRONMENTAL EXPOSURE
The principal role of the resin is to bind the fabric into a homogeneous rigid substrate (OPERATING TEMPERATURE, AMBIENT CONDITIONS, CHEMICAL EXPOSURE, CYCLIC FORCE LOADING) MATERIAL AND PRODUCTION COST(BUYING IN BULK WILL ALWAYS PROVIDE THE BEST OVERALL COSTS)
These factors will dictate the design and the composition of the part and must be carefully considered during the design and engineering phase of the fabrication.
TOP SELLING IMPREGNATING RESIN SYSTEM MAX BOND LOW VISCOSITY A/B
Marine Grade Boat Building
MAX BOND LOW VISCOSITY 32-Ounce Kit
MAX BOND LOW VISCOSITY 64-Ounce
Kit
MAX
BOND LOW VISCOSITY 1-Gallon Kit
MAX
BOND LOW VISCOSITY 2-Gallon kit
MAX
BOND LOW VISCOSITY 10-Gallon Kit
MAX 1618 A/B
Crystal Clear, High Strength, Lowest Viscosity (Thin), Durability & Toughness, Excellent Wood Working Resin
MAX 1618 A/B 48-Ounce Kit
MAX 1618 A/B 3/4-Gallon Kit
MAX 1618 A/B 3/4-Gallon Kit
MAX 1618 A/B 1.5-Gallon Kit
MAX CLR A/B
Water Clear Transparency, Chemical Resistance, FDA Compliant For Food Contact, High Impact, Low Viscosity
MAX CLR A/B 24-Ounce Kit
MAX CLR A/B 48-Ounce Kit
MAX CLR A/B 96-Ounce Kit
MAX CLR A/B 96-Ounce Kit
MAX CLR A/B 1.5-Gallon Kit
MAX GRE A/B
GASOLINE RESISTANT EPOXY RESIN
Resistant To Gasoline/E85 Blend, Acids & Bases, Sealing, Coating, Impregnating Resin
MAX GRE A/B 48-Ounce Kit
MAX GRE A/B 96-Ounce Kit
MAX HTE A/B
HIGH-TEMPERATURE EPOXY
Heat Cured Resin System For Temperature Resistant Bonding, Electronic Potting, Coating, Bonding
MAX HTE A/B 80-Ounce Kit
MAX HTE A/B 40-Ounce Kit
Step Three:
Proper Lay-Up Technique -Putting It All Together
Pre-lay-up notes
- Lay out the fabric and pre-cut to size and set aside
- Avoid distorting the weave pattern as much as possible
- For fiberglass molding, ensure the mold is clean and adequate mold release is used
- View our video presentation above "MAX EPOXY RESIN MIXING TECHNIQUE"
- Mix the resin only when all needed materials and implements needed are ready and within reach
Mix the proper amount of resin needed and be accurate proportioning the resin and curing agent
Adding more curing agent than the recommended mix ratio will not promote a faster cure.
Over saturation or starving the fiberglass or any composite fabric will yield poor mechanical performance.
When mechanical load or pressure is applied to the composite laminate, the physical strength of the fabric should bear the stress and not the resin.
If the laminate is over saturated with the resin it will most likely to fracture or shatter instead of rebounding and resist damage.
Don’t how much resin to use to go with the fiberglass?
A good rule of thumb is to maintain a minimum of 30 to 35% resin content by weight.
This is the optimum ratio used in high-performance prepreg (or pre-impregnated fabrics) typically used in aerospace and high-performance structural application.
For general hand lay-ups, calculate using 60% fabric weight to 40% resin weight as a safety factor.
This will ensure that the fabricated laminate will be below 40% resin content depending on the waste factor accrued during fabrication.
Place the entire pre-cut fiberglass to be used on a digital scale to determine the fabric to resin weight ratio.
Measuring by weight will ensure accurate composite fabrication and repeatability, rather than using OSY (ounces per square yard) or GSM ( grams per meter square) data.
THE USE OF A WEIGHING SCALE IS HIGHLY RECOMMENDED

Purchase this scale with any of our product offering and the shipping cost of the scale is free.
https://www.ebay.com/itm/222630300203
A good rule of thumb is to maintain a minimum of 30 to 35% resin content by weight, this is the optimum ratio used in high-performance prepreg (or pre-impregnated fabrics) typically used in aerospace and high-performance structural application.
For general hand lay-ups, calculate using 60% fabric weight to 40% resin weight as a safety factor.
This will ensure that the fabricated laminate will be below 40% resin content depending on the waste factor accrued during fabrication.
Place the entire pre-cut fiberglass to be used on a digital scale to determine the fabric to resin weight ratio.
Measuring by weight will ensure accurate composite fabrication and repeatability, rather than using OSY data.
Typical fabric weight regardless of weave pattern
1 ounce per square yard is equal to 28.35 grams
1 square yard equals to 1296 square inches (36 inches x 36 inches)
FOR EXAMPLE
1 yard of 8-ounces per square yard (OSY) fabric weighs 226 grams
1 yard of 10-ounces per square yard (OSY) fabric weighs 283 grams
Ounces per square yard or OSY is also known as aerial weight, which is the most common unit of measurement for composite fabrics.
To determine how much resin is needed to adequately impregnate the fiberglass, use the following equation:
(Total Weight of Fabric divided by 60%)X( 40%)= weight of mixed resin needed
OR
fw= fabric weight
rc= target resin content
rn=resin needed
MASTER EQUATION
(fw/60%)x(40%)=rn
FOR EXAMPLE
1 SQUARE YARD OF 8-OSY FIBERGLASS FABRIC WEIGHS 226 GRAMS
(226 grams of dry fiberglass / 60%) X 40% = 150.66 grams of resin needed
So for every square yard of 8-ounce fabric, it will need 150.66 grams of mixed resin.
Computing For Resin And Curing Agent Amount
150.66 grams of resin needed
MIX RATIO OF RESIN SYSTEM IS 2:1 OR
50 PHR (per hundred resin)
2 = 66.67% (2/3)
+
1 = 33.33%(1/3)
=
(2+1)=3 or (66.67%+33.33%)=100% or (2/3+1/3)= 3/3
150.66 x 66.67%= 100.45 grams of Part A RESIN
150.66 x 33.33%= 50.21 grams of Part B CURING AGENT
100.45 + 50.21 = 150.66 A/B MIXTURE
GENERAL LAY-UP PROCEDURE
Apply the mixed resin onto the surface and then lay the fabric and allow the resin to saturate through the fabric.
NOT THE OTHER WAY AROUND
This is one of the most common processing error that yields sub-standard laminates.
By laying the fiberglass onto a layer of the prepared resin, less air bubbles are entrapped during the wetting-out stage.
Air is pushed up and outwards instead of forcing the resin through the fabric which will entrap air bubbles.
This technique will displace air pockets unhindered and uniformly disperse the impregnating resin throughout the fiberglass.
HAND LAY-UP TECHNIQUE
Eliminating air entrapment or void porosity in an epoxy/fiberglass lay-up process

Fiberglass Hand Lay Up For Canoe and Kayak Building
Video will open in a new window

Basic Hand Lay-up Fiberglassing
Video will open in a new window
VACUUM BAGGING PROCESS
For performance critical application used in aerospace vehicles, composite framing for automotive vehicles and marine vessels, a process called 'Vacuum Bagging'.
This is employed to ensure the complete consolidation of every layer of fabric. 
The entire tooling and lay-up are encased in an airtight envelope or bagging and a high-efficiency vacuum pump is used to draw out the air within the vacuum bag to create a negative atmospheric pressure.
Once a full vacuum (29.9 Inches of Mercury) is achieved, the negative pressure applies a compacting force of 14.4 pounds per square inch (maximum vacuum pressure at sea level) is applied to the vacuum bag transferring the force to the entire surface area of the laminate.
Vacuum pressure is maintained until the resin cures to a solid. For room temperature curing resin system, the vacuum pump is left in operation for a minimum of 18 hours.
External heat can be applied to the entire lay-up, thus accelerating the cure of the resin system.
The vacuum force also removes any entrapped air bubble between the layers of fabric and eliminate what is called, porosity or air voids.
Porosity within a laminate creates weak spots in the structure that can be the source of mechanical failure when force or load is applied to the laminate.
The standard atmosphere (symbol: atm) is a unit of pressure defined as 1 01325 Pa (1.01325 bar), equivalent to 760 mm Mercury or 29.92 inches Mercury or 14.696 pounds per square inch of pressure. 
Vacuum Bagging
Video will open in a new window
AUTOCLAVE CURING PROCESS 
Autoclave curing processing is the most common method used in the large-scale production of composite products.
The Aerospace Industry, which includes space exploration rockets and vehicles, deep space structures, and commercial and military airplan.
It utilizes this composite fabrication process due to the critical nature of the application.
The mechanical demands of the composite are often pushed to the upper limits and autoclaved process yields composites with the best weight to strength ratio. BASIC OPERATION OF THE AUTOCLAVE PROCESS
In the autoclave process, high pressure and heat are applied to the part through the autoclave atmosphere, with a vacuum bag used to apply additional pressure and protect the laminate from the autoclave gases. The cure cycle for a specific application is usually determined empirically and, as a result, several cure cycles may be developed for a single material system, to account for differences in laminate thickness or to optimize particular properties in the cured part. The typical autoclave cure cycle is a two-step process.
First, vacuum and pressure are applied while the temperature is ramped up to an intermediate level and held there for a short period of time.
The heat reduces the resin viscosity, allowing it to flow and making it easier for trapped air and volatiles to escape.
The resin also begins wetting the fibers at this stage. In the second ramp up, the temperature is raised to the final cure temperature and held for a sufficient length of time to complete the cure reaction.
During this step, the viscosity continues to drop, but preset temperature ramp rates and hold times then stabilize viscosity at a level that permits adequate consolidation and fiber wetting, while avoiding excessive flow and subsequent resin starvation. These control factors also slow the reaction rate, which prevents excessive heat generation from the exothermic polymerization process.
Upon completion, the cured mechanical performance of the composite is often much stronger and lighter compared to a hand lay-up, or vacuum bagged composite laminate.
VACUUM INFUSION PROCESS
By resolute definition, a fabricated COMPOSITE material is a manufactured collection of two or more ingredients or products intentionally combined to form a new homogeneous material that is defined by its performance that should uniquely greater than the sum of its individual parts.
This method is also defined as a SYNERGISTIC COMPOSITION.
COMPOSITE MATERIAL COMPOSITION
REINFORCING FABRIC & IMPREGNATING RESIN
PLUS
'ENGINEERED PROCESS'
EQUALS
COMPOSITE LAMINATE WITH THE BEST WEIGHT TO STRENGTH PERFORMANCE
With respect to the raw materials selection -fabric and resin, the fabricating process and the and curing and test validation of composite part, these aspects must be carefully considered and in the engineering phase of the composite.
TYPES OF FABRIC WEAVE STYLE AND SURFACE FINISHING
FOR RESIN TYPE COMPATIBILITY
Fabrics are generally considered ”balanced” if the breaking strength is within 15% warp to fill and are best in bias applications on lightweight structures.
“Unbalanced” fabrics are excellent when a greater load is required one direction and a lesser load in the perpendicular direction.
- Tow: The bundle of individual carbon filaments used to weave carbon fabric. 50k tow means there are 48-50,000 carbon filaments in the tow.
Smaller tow i.e. 12k, 6k, 3k and 1k are obtained by dividing the 50k tow into smaller bundles. - Thread Count: The number of threads (tow in carbon and yarn in Aramid) per inch.
The first number will be the warp count and the second will be the fill count. - Fill: The threads that run the width of the roll or bolt and perpendicular to the warp threads.
- Warp: The threads that run the length of the roll or bolt and perpendicular to the fill threads.
- Finish: The chemical treatment to fiberglass making it compatible with resin systems, therefore improving the bond between the fiber and the resin.
Finishing fiberglass typically decreases the fiber strength by as much as 50%.
Both Silane and Volan finishes are epoxy compatible.
Historically, Volan has been considered a softer finish for a more pliable fabric, but recent advances have yielded some excellent soft Silane finishes. - Thickness: Measured in fractions of an inch.
The thicker the fabric the more resin required to fill the weave to obtain a surface-smooth finished part.
Weaves:
- Plain weave means the warp and fill threads cross alternately. This is the most common weave.
- 4 Harness (4 HS Satin or crowfoot) weave means the fill thread floats over three warp threads, then under one warp thread.
This weave is more pliable than the plain weave, therefore conforms to complex curves more easily. - 8 Harness (8 HS Satin) weave means the fill thread floats over seven warp threads, then under one warp thread.
This weave is the most pliable of the standard fiberglass weaves. - 2 x 2 Twill weave means the fill thread floats over two warp threads, then fewer than two warp threads.
This weave is found most commonly in carbon fabrics and is more pliable than plain weave.
Most fabrics are stronger in the warp than the fill because higher tension is placed on the warp fiber keeping it straighter during the weaving process.
Rare exceptions occur when a larger, therefore stronger thread is used in the fill direction than the warp direction.
PLAIN WEAVE Is a very simple weave pattern and the most common style. The warp and fill yarns are interlaced over and under each other in alternating fashion. Plain weave provides good stability, porosity and the least yarn slippage for a given yarn count. | 8 HARNESS SATIN WEAVE The eight-harness satin is similar to the four-harness satin except that one filling yarn floats over seven warp yarns and under one. This is a very pliable weave and is used for forming over curved surfaces. | 4 HARNESS SATIN WEAVE The four-harness satin weave is more pliable than the plain weave and is easier to conform to curved surfaces typical in reinforced plastics. In this weave pattern, there is a three by one interfacing where a filling yarn floats over three warp yarns and under one. | 2x2 TWILL WEAVE Twill weave is more pliable than the plain weave and has better drivability while maintaining more fabric stability than a four or eight harness satin weave. The weave pattern is characterized by a diagonal rib created by one warp yarn floating over at least two filling yarns. |
| | | |
All of our fiberglass fabrics is woven By HEXCEL COMPOSITES, a leading manufacturer of composite materials engineered for high-performance applications in marine, aerospace for commercial and military, automotive, sporting goods and other application-critical performance.
These fabrics are 100% epoxy-compatible and will yield the best mechanical properties when properly fabricated.
AVAILABLE FIBERGLASS, CARBON FIBER, AND KEVLAR FABRICS
HEXCEL 120 1.5-OUNCE FIBERGLASS PLAIN WEAVE 5 YARDS | |
HEXCEL 120 1.5-OUNCE FIBERGLASS PLAIN WEAVE 10 YARDS | |
HEXCEL 7532 7-OUNCE FIBERGLASS PLAIN WEAVE 5 YARDS | |
FIBERGLASS 45+/45- DOUBLE BIAS 3 YARDS | |
|
|
CARBON FIBER FABRIC 3K 2x2 TWILL WEAVE 6 OZ. 3 YARDS | |
CARBON FIBER FABRIC 3K PLAIN WEAVE 6 OZ 3 YARDS | |
|
|
KEVLAR 49 HEXCEL 351 PLAIN WEAVE FABRIC 2.2 OZ |
MAX BOND LOW VISCOSITY A/B
Marine Grade
|
MAX BOND LOW VISCOSITY 32-Ounce Kit |
|
|
MAX BOND LOW VISCOSITY 64-Ounce
Kit |
|
|
MAX
BOND LOW VISCOSITY 1-Gallon Kit |
|
|
MAX
BOND LOW VISCOSITY 2-Gallon kit |
|
|
MAX
BOND LOW VISCOSITY 10-Gallon Kit |
MAX 1618 A/B
Crystal Clear, High Strength, Lowest Viscosity (Thin), Durability & Toughness, Excellent Wood Working Resin
MAX 1618 A/B 48-Ounce Kit | |
MAX 1618 A/B 3/4-Gallon Kit | |
MAX 1618 A/B 3/4-Gallon Kit | |
MAX 1618 A/B 1.5-Gallon Kit |
MAX CLR A/B
Water Clear Transparency, Chemical Resistance, FDA Compliant For Food Contact, High Impact, Low Viscosity
MAX CLR A/B 24-Ounce Kit | |
MAX CLR A/B 48-Ounce Kit | |
MAX CLR A/B 96-Ounce Kit | |
MAX CLR A/B 96-Ounce Kit | |
MAX CLR A/B 1.5-Gallon Kit |
MAX GRE A/B
GASOLINE RESISTANT EPOXY RESIN
Resistant To Gasoline/E85 Blend, Acids & Bases, Sealing, Coating, Impregnating Resin
MAX GRE A/B 48-Ounce Kit | |
MAX GRE A/B 96-Ounce Kit |
MAX HTE A/B
HIGH-TEMPERATURE EPOXY
Heat Cured Resin System For Temperature Resistant Bonding, Electronic Potting, Coating, Bonding
MAX HTE A/B 80-Ounce Kit | |
MAX HTE A/B 40-Ounce Kit |
Step Three:
Proper Lay-Up Technique -Putting It All Together
Pre-lay-up notes
- Lay out the fabric and pre-cut to size and set aside
- Avoid distorting the weave pattern as much as possible
- For fiberglass molding, ensure the mold is clean and adequate mold release is used
- View our video presentation above "MAX EPOXY RESIN MIXING TECHNIQUE"
- Mix the resin only when all needed materials and implements needed are ready and within reach
Mix the proper amount of resin needed and be accurate proportioning the resin and curing agent
Adding more curing agent than the recommended mix ratio will not promote a faster cure.
Over saturation or starving the fiberglass or any composite fabric will yield poor mechanical performance.
When mechanical load or pressure is applied to the composite laminate, the physical strength of the fabric should bear the stress and not the resin.
If the laminate is over saturated with the resin it will most likely to fracture or shatter instead of rebounding and resist damage.
Don’t how much resin to use to go with the fiberglass?
A good rule of thumb is to maintain a minimum of 30 to 35% resin content by weight.
This is the optimum ratio used in high-performance prepreg (or pre-impregnated fabrics) typically used in aerospace and high-performance structural application.
For general hand lay-ups, calculate using 60% fabric weight to 40% resin weight as a safety factor.
This will ensure that the fabricated laminate will be below 40% resin content depending on the waste factor accrued during fabrication.
Place the entire pre-cut fiberglass to be used on a digital scale to determine the fabric to resin weight ratio.
Measuring by weight will ensure accurate composite fabrication and repeatability, rather than using OSY (ounces per square yard) or GSM ( grams per meter square) data.
THE USE OF A WEIGHING SCALE IS HIGHLY RECOMMENDED
Purchase this scale with any of our product offering and the shipping cost of the scale is free.
https://www.ebay.com/itm/222630300203
A good rule of thumb is to maintain a minimum of 30 to 35% resin content by weight, this is the optimum ratio used in high-performance prepreg (or pre-impregnated fabrics) typically used in aerospace and high-performance structural application.
For general hand lay-ups, calculate using 60% fabric weight to 40% resin weight as a safety factor.
This will ensure that the fabricated laminate will be below 40% resin content depending on the waste factor accrued during fabrication.
Place the entire pre-cut fiberglass to be used on a digital scale to determine the fabric to resin weight ratio.
Measuring by weight will ensure accurate composite fabrication and repeatability, rather than using OSY data.
Typical fabric weight regardless of weave pattern
1 ounce per square yard is equal to 28.35 grams
1 square yard equals to 1296 square inches (36 inches x 36 inches)
FOR EXAMPLE
1 yard of 8-ounces per square yard (OSY) fabric weighs 226 grams
1 yard of 10-ounces per square yard (OSY) fabric weighs 283 grams
Ounces per square yard or OSY is also known as aerial weight, which is the most common unit of measurement for composite fabrics.
To determine how much resin is needed to adequately impregnate the fiberglass, use the following equation:
(Total Weight of Fabric divided by 60%)X( 40%)= weight of mixed resin needed
OR
fw= fabric weight
rc= target resin content
rn=resin needed
MASTER EQUATION
(fw/60%)x(40%)=rn
FOR EXAMPLE
1 SQUARE YARD OF 8-OSY FIBERGLASS FABRIC WEIGHS 226 GRAMS
(226 grams of dry fiberglass / 60%) X 40% = 150.66 grams of resin needed
So for every square yard of 8-ounce fabric, it will need 150.66 grams of mixed resin.
Computing For Resin And Curing Agent Amount
150.66 grams of resin needed
MIX RATIO OF RESIN SYSTEM IS 2:1 OR
50 PHR (per hundred resin)
2 = 66.67% (2/3)
+
1 = 33.33%(1/3)
=
(2+1)=3 or (66.67%+33.33%)=100% or (2/3+1/3)= 3/3
150.66 x 66.67%= 100.45 grams of Part A RESIN
150.66 x 33.33%= 50.21 grams of Part B CURING AGENT
100.45 + 50.21 = 150.66 A/B MIXTURE
GENERAL LAY-UP PROCEDURE
Apply the mixed resin onto the surface and then lay the fabric and allow the resin to saturate through the fabric.
NOT THE OTHER WAY AROUND
This is one of the most common processing error that yields sub-standard laminates.
By laying the fiberglass onto a layer of the prepared resin, less air bubbles are entrapped during the wetting-out stage.
Air is pushed up and outwards instead of forcing the resin through the fabric which will entrap air bubbles.
This technique will displace air pockets unhindered and uniformly disperse the impregnating resin throughout the fiberglass.
HAND LAY-UP TECHNIQUE
Eliminating air entrapment or void porosity in an epoxy/fiberglass lay-up process
Fiberglass Hand Lay Up For Canoe and Kayak Building
Video will open in a new window
Basic Hand Lay-up Fiberglassing
Video will open in a new window
This is employed to ensure the complete consolidation of every layer of fabric.
Once a full vacuum (29.9 Inches of Mercury) is achieved, the negative pressure applies a compacting force of 14.4 pounds per square inch (maximum vacuum pressure at sea level) is applied to the vacuum bag transferring the force to the entire surface area of the laminate.
External heat can be applied to the entire lay-up, thus accelerating the cure of the resin system.
Porosity within a laminate creates weak spots in the structure that can be the source of mechanical failure when force or load is applied to the laminate.
Vacuum Bagging
Video will open in a new window
The Aerospace Industry, which includes space exploration rockets and vehicles, deep space structures, and commercial and military airplan.
It utilizes this composite fabrication process due to the critical nature of the application.
The mechanical demands of the composite are often pushed to the upper limits and autoclaved process yields composites with the best weight to strength ratio.
First, vacuum and pressure are applied while the temperature is ramped up to an intermediate level and held there for a short period of time.
The heat reduces the resin viscosity, allowing it to flow and making it easier for trapped air and volatiles to escape.
The resin also begins wetting the fibers at this stage.
During this step, the viscosity continues to drop, but preset temperature ramp rates and hold times then stabilize viscosity at a level that permits adequate consolidation and fiber wetting, while avoiding excessive flow and subsequent resin starvation.
Upon completion, the cured mechanical performance of the composite is often much stronger and lighter compared to a hand lay-up, or vacuum bagged composite laminate.
Vacuum Infusion Process is also known in the composites industry as
Vacuum Assisted Resin Transfer Molding or VARTM.
Similar to the Vacuum Bagging Process where the negative pressure is used to apply consolidation force to the laminate while the resin cures, the resin is infused into the fabric lay-up by sucking the impregnating resin and thus forming the composite laminate.
The VARTM Process produces parts that require less secondary steps, such as trimming, polishing or grinding with excellent mechanical properties.
However, the vacuum infusion requires more additional or supplemental related equipment and expendable materials.
So the pros and cons of each presented composite fabrication process should be carefully determined to suit the user's capabilities and needs.
Please view the following video demonstration which explains the process of Vacuum Infusion or VARTM process.
MAX 1618 A/B VACUUM ASSISTED RESIN TRANSFER MOLDING PROCESS
CARBON FIBER VACUUM INFUSION WITH EPOXY RESIN - VACUUM BAGGING WITH MAX 1618 EPOXY RESIN - YouTube
Video will open in a new window
xxStep Four: Proper CuringAlthough we have formulated all of our MAX EPOXY RESIN SYSTEM product line to be resistant to amine-blush, it is recommended not to mix any resin systems in high humidity conditions, greater than 60%. Always make sure that the substrate or material the epoxy resin system is being applied to is well prepared as possible to ensure the best-cured performance.
Always review the published data and information for proper usage, application, and general safety information.
Our expert staff of engineers is always available for consultation and assistance.
Allow the lay-up to cure for a minimum of 24 to 36 hours before handling. Optimum cured properties can take up to 7 days depending on the ambient cure condition. The ideal temperature cure condition of most room temperature epoxy resin is 22 to 27 degrees Celsius at 20% relative humidity. Higher ambient curing temperatures will promote faster polymerization and development of cured mechanical properties.
IMPROVING MECHANICAL PERFORMANCE VIA POST HEAT CURE A short heat post cure will further improve the mechanical performance of most epoxy resins. Allow the applied resin system to cure at room temperature until for 18 to 24 hours and if possible, expose heat cure it in an oven or other sources of radiant heat (220°F to 250°F) for 45 minute to an hour. You can also expose it to direct sunlight but place a dark colored cover, such as a tarp or cardboard to protect it from ultraviolet exposure.
In general, room temperature cured epoxy resin has a maximum operating temperature of 160°F or lower. A short heat post cure will ensure that the mixed epoxy system is fully cured, especially for room temperature cure system that can take up to 7 days to achieve 100% cure. Some darkening or yellowing of the epoxy resin may occur if overexposed to high temperature (>250 F).
AMINE BLUSH The affinity of an amine compound (curing agent) to moisture and carbon dioxide creates a carbonate compound and forms what is called amine blush
Amine blush is a wax-like layer that forms as most epoxies cure.
If the epoxy system is cured in extreme humidity (>70%). It will be seen as a white and waxy layer that must be removed by physical sanding of the surface followed by an acetone wipe.
OTHER TYPES OF EPOXY RESIN CURE MECHANISM LATENT CURING SYSTEMS Latent epoxy resins are systems that are mixed together at room temperature and will begin polymerization but it will not achieve full cure unless it is exposed to a heat cure cycle.
In general, these are high-performance systems that demonstrate exceptional performance under extreme conditions such as high mechanical performance under heat and cryogenic temperatures, chemical resistance or any environment that epoxy room temperature system perform marginally or poorly. Upon the mixing of the resin and curing agent polymerization will begin and will only achieve a partial cure. Some resins may appear cured or dry to the touch.
This state is called 'B-Stage Cure', but upon application of force will either be gummy or brittle almost glass-like and will dissolve in most solvents.
The semi-cured resin must be exposed to an elevated temperature for it to continue polymerization and achieve full cure.
HEAT ACTIVATED CURING SYSTEMS This type of epoxy system will not polymerize unless it is exposed to the activation temperature of the curing agent which can be as low as 200°F and as high as 400°F.
TESTING THE COMPOSITE Determination Of The Fabric To Resin Ratio ULTIMATE COMPRESSIVE STRENGTH
6500 pounds to failure / 0.498 square inch =
13,052 psi Maximum Compressive Strength
****************************************************************
Storage
Secure the caps for both bottles after use and store above 65°F minimum temperature to prevent re-crystallization. The resin system will remain viable for at least 12 months or longer when stored properly. The PART A or resin component may 'crystallize' after prolonged storage. Please inspect the PART A bottle for any solid crystallization that will appear on the bottom of the bottle.
Please Check Out Other Available Resin Systems At Our eBay Store For our complete listing, please Visit our eBay store! DON'T FORGET OUR EPOXY MIXING KIT
Everything You Need To Measure, Mix, Dispense & Apply The Epoxy Resin
Click The Link To Add To Order
https://www.ebay.com/itm/222623932456

Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.
MIXING KIT CONTENTS 1 Each Digital Scale -Durable, Accurate Up To 2000.0 Grams
4 Each 32-ounce (1 Quart) Clear HDPE Plastic Mix Cups
4 Each 16-ounce (1 Pint) Clear HDPE Plastic Mix Cups
5 Pairs One Size Fits All Powder-Free Latex Gloves
2 Each Graduated Syringes
8 Wooden Stir Sticks
Assorted Size Foam Brush
PLEASE CHECK OUT OTHER AVAILABLE RESIN SYSTEMS AT OUR eBay STORE 
IMPORTANT NOTICE Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, Polymer Composites, Inc. laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. Polymer Composites, Inc. and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.
CARBON FIBER VACUUM INFUSION WITH EPOXY RESIN - VACUUM BAGGING WITH MAX 1618 EPOXY RESIN - YouTube
Video will open in a new window
xxStep Four: Proper CuringAlways review the published data and information for proper usage, application, and general safety information.
Our expert staff of engineers is always available for consultation and assistance.
If the epoxy system is cured in extreme humidity (>70%).
In general, these are high-performance systems that demonstrate exceptional performance under extreme conditions such as high mechanical performance under heat and cryogenic temperatures, chemical resistance or any environment that epoxy room temperature system perform marginally or poorly.
This state is called 'B-Stage Cure', but upon application of force will either be gummy or brittle almost glass-like and will dissolve in most solvents.
The semi-cured resin must be exposed to an elevated temperature for it to continue polymerization and achieve full cure.

ULTIMATE COMPRESSIVE STRENGTH

6500 pounds to failure / 0.498 square inch =
13,052 psi Maximum Compressive Strength
****************************************************************
Storage
Please Check Out Other Available Resin Systems At Our eBay Store For our complete listing, please Visit our eBay store! DON'T FORGET OUR EPOXY MIXING KIT
Everything You Need To Measure, Mix, Dispense & Apply The Epoxy Resin
Click The Link To Add To Order
https://www.ebay.com/itm/222623932456
Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.
MIXING KIT CONTENTS 1 Each Digital Scale -Durable, Accurate Up To 2000.0 Grams
4 Each 32-ounce (1 Quart) Clear HDPE Plastic Mix Cups
4 Each 16-ounce (1 Pint) Clear HDPE Plastic Mix Cups
5 Pairs One Size Fits All Powder-Free Latex Gloves
2 Each Graduated Syringes
8 Wooden Stir Sticks
Assorted Size Foam Brush
DON'T FORGET OUR EPOXY MIXING KIT
Everything You Need To Measure, Mix, Dispense & Apply The Epoxy Resin
Click The Link To Add To Order
https://www.ebay.com/itm/222623932456
Proportioning the correct amount is equally as important to attain the intended cured properties of the resin system.
The container in which the epoxy and curing agent is mixed is an important consideration when mixing an epoxy resin system.
The container must withstand the tenacity of the chemical and must be free of contamination.
Most epoxy curing agent has a degree of corrosivity, as a general practice, protective gloves should be worn when handling chemicals of the same nature.
1 Each Digital Scale -Durable, Accurate Up To 2000.0 Grams
4 Each 32-ounce (1 Quart) Clear HDPE Plastic Mix Cups
4 Each 16-ounce (1 Pint) Clear HDPE Plastic Mix Cups
5 Pairs One Size Fits All Powder-Free Latex Gloves
2 Each Graduated Syringes
8 Wooden Stir Sticks
Assorted Size Foam Brush
PLEASE CHECK OUT OTHER AVAILABLE RESIN SYSTEMS AT OUR eBay STORE
IMPORTANT NOTICE Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, Polymer Composites, Inc. laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. Polymer Composites, Inc. and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.
Your purchase constitutes the acceptance of this disclaimer. Please review before purchasing this product. The user should thoroughly test any proposed use of this product and independently conclude satisfactory performance in the application. Likewise, if the manner in which this product is used requires government approval or clearance, the user must obtain said approval. The information contained herein is based on data believed to be accurate at the time of publication. Data and parameters cited have been obtained through published information, Polymer Composites, Inc. laboratories using materials under controlled conditions. Data of this type should not be used for a specification for fabrication and design. It is the user's responsibility to determine this Composites fitness for use. There is no warranty of merchantability of fitness for use, nor any other express implied warranty. The user's exclusive remedy and the manufacturer's liability are limited to refund of the purchase price or replacement of the product within the agreed warranty period. Polymer Composites, Inc. and its direct representative will not be liable for incidental or consequential damages of any kind. Determination of the suitability of any kind of information or product for the use contemplated by the user, the manner of that use and whether there is any infringement of patents is the sole liability of the user.